
Un bon refroidissement pour de meilleurs résultats
FRONIUS
parOutre la qualité de la soudure, la vitesse joue également un rôle essentiel lors du soudage. Ces deux éléments permettent aux soudeurs de travailler plus efficacement et de réduire leurs coûts. Grâce à la torche de soudage spéciale, le process ArcTig permet de diriger l’arc électrique TIG de manière encore plus ciblée et d’augmenter fortement sa densité d’énergie, permettant ainsi aux utilisateurs de souder des tôles et des tubes beaucoup plus rapidement et avec une qualité optimale.
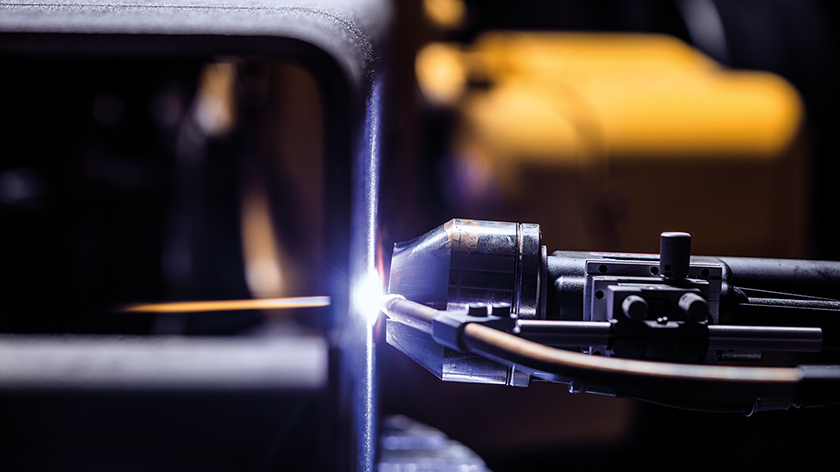
Le process de soudage TIG ArcTig de Fronius garantit des vitesses de soudage élevées et une excellente qualité de soudure
Le mode opératoire ArcTig de Fronius repose sur le principe du soudage à l’arc en atmosphère inerte avec une électrode tungstène ou un soudage TIG. Avec ce procédé, l’arc électrique brûle entre une électrode en tungstène non fusible et la pièce à souder métallique dans une atmosphère gazeuse exempte d’oxygène et sans réaction. Le process de soudage ArcTig est destiné aux applications dans la construction de conteneurs, de canalisations ou de turbines, ainsi que dans la construction de machines spéciales, de grues ou de réservoirs. La principale nouveauté est la torche de soudage optimisée avec un système de tension des électrodes garantissant un refroidissement des électrodes jusqu’à la pointe. Cela améliore la résistance totale et entraîne une tension à l’arc très importante.
L’émission d’électrons s’effectue ensuite sur une petite zone et avec une densité énorme. L’arc électrique est ainsi plus fin et plus focalisé, et l’utilisateur obtient une excellente qualité de soudure. Avantage supplémentaire : le refroidissement évite la surchauffe des électrodes pendant le soudage. Outre une meilleure stabilité de l’arc électrique, cela garantit des durées de vie plus élevées et un meilleur amorçage. Les utilisateurs peuvent facilement mettre à niveau toutes les sources de courant TIG de Fronius vers le process ArcTig à partir d’une puissance de 220 ampères. Pour ce faire, il suffit d’utiliser la nouvelle torche de soudage ainsi qu’un refroidisseur supplémentaire garantissant la puissance de refroidissement et la stabilité thermique requise.
Délais de traitement et coûts liés aux matériaux d’apport réduits
Grâce à la focalisation et à la pression de l’arc élevée, le process ArcTig permet de souder les composants de façon monocouche jusqu’à une épaisseur de matériau de dix millimètres. Avec le soudage TIG classique, plusieurs couches sont souvent nécessaires. Dans de nombreux cas, les utilisateurs peuvent également se passer du parachèvement chronophage des pièces. Grâce à la préparation des soudures sans intervalle, le process ArcTig est réalisé sans support de bain. Le temps consacré aux retouches est fortement réduit car la soudure est à peine excessive et qu’il y a peu de déformations, compte tenu de l’apport de chaleur réduit.
Le process ArcTig convainc également en matière de manipulation : son utilisation est identique à celle du soudage TIG. Cette similitude représente un avantage clair pour l’utilisateur, puisqu’il n’a nul besoin d’une formation spécifique et qu’il peut souder directement, sans devoir passer par une phase d’apprentissage. Cela réduit d’une part les besoins en formation, et prévient également les erreurs de commande, d’autre part. Le réglage de quelques paramètres suffit et les utilisateurs peuvent avoir recours à des électrodes TIG standard. Ces dernières peuvent être rapidement remplacées et facilement rectifiées si nécessaire. Grâce au nouveau système de tension des électrodes, l’électrode est tendue sur une grande surface. Pour garantir une meilleure accessibilité de la soudure et pouvoir mieux influencer l’arc électrique, il est possible de régler à loisir l’extrémité libre de l’électrode.
N° 98 Mars 2018