
Polysoude ouvre ses portes à Nantes
POLYSOUDE
parA l’occasion de ses portes ouvertes du 23 au 25 juin prochains à Nantes, la société Polysoude présente ses derniers développements tant dans le domaine du soudage que celui du rechargement utilisant le procédé TIG.
 De nos jours, pour le soudage orbital, il est aisément démontré que l’utilisation du procédé TIG Fil Chaud avec une tête de soudage ouverte augmente, de manière significative, la vitesse de soudage et permet d’assembler des tubes plus épais qu’en procédé TIG Fil Froid. L’automatisation via un programme enregistré dans le générateur assure une production irréprochable.
De nos jours, pour le soudage orbital, il est aisément démontré que l’utilisation du procédé TIG Fil Chaud avec une tête de soudage ouverte augmente, de manière significative, la vitesse de soudage et permet d’assembler des tubes plus épais qu’en procédé TIG Fil Froid. L’automatisation via un programme enregistré dans le générateur assure une production irréprochable.
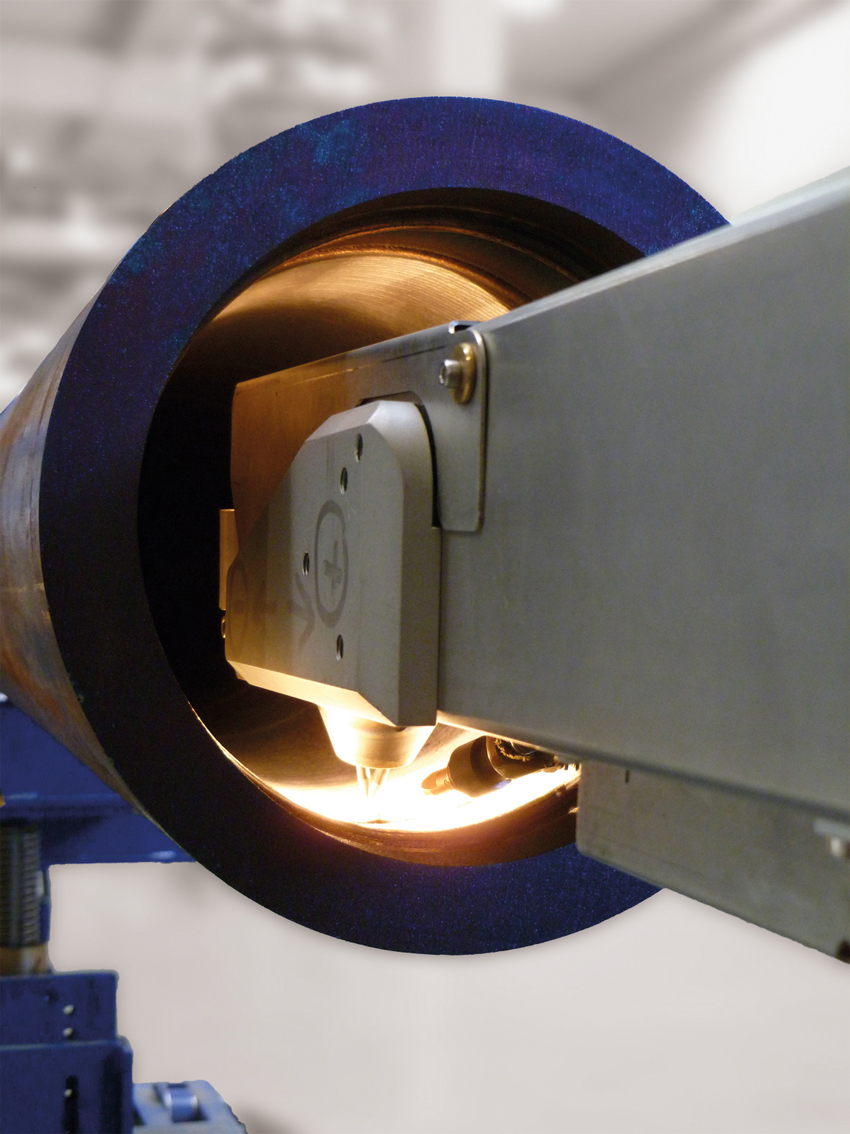
Et pour les pièces à parois très épaisses, en plus du procédé TIG Fil Chaud, il existe un autre moyen d’augmenter la productivité. C’est la réduction du chanfrein donc du volume de la zone à combler par la soudure. L’emploi d’une tête de soudage ouverte de type chariot équipée d’une torche « joint étroit » – plus communément appelé torche Narrow Gap – limite la quantité de métal à déposer. Des gains supplémentaires sont faits lors de la préparation du chanfrein grâce à la limitation de la perte de matière et du temps d’usinage. Cette technologie assure une soudure de qualité, grâce au procédé TIG et est parfaitement reproductible de par son automatisation.
Le soudage TIG orbital : quand la qualité est le critère prédominant
Lorsque l’on doit effectuer des soudures avec un niveau de qualité élevé, le soudage TIG orbital est la technique idéale pour les applications de soudage tube/tube ou tube/plaque. Avec ou sans fil, le procédé est stable, fiable et peut être utilisé aussi bien sur de l’acier, de l’acier inoxydable, du titane que sur des alliages de nickel et d’aluminium par exemple.
L’automatisation garantit une soudure de haute qualité grâce au développement d’un programme de soudage. Le cycle de soudage peut-être répété aussi souvent que nécessaire avec le même résultat. Les équipements de soudage orbital peuvent être utilisés dans des conditions difficiles comme un espace réduit, un manque d’accessibilité ou de visibilité. Sur tous ces équipements, les paramètres de soudage peuvent être contrôlés et compilés dans un protocole imprimable assurant ainsi la traçabilité.
 Le rechargement TIG, une solution rentable et de haute qualité
Le rechargement TIG, une solution rentable et de haute qualité
Un autre usage du procédé TIG : le rechargement ! Afin d’augmenter la longévité de composants, ceux-ci sont recouverts d’une couche résistante par la technique de rechargement. Ce procédé est utilisé partout où des pièces à très forte valeur ajoutée doivent avoir une durée de vie maximale ou dont le coût de fabrication et la maintenance ne permettrait pas de les réaliser dans la matière apportée. C’est aussi une technologie utilisée pour créer une couche intermédiaire pour assembler des pièces composées d’alliages ou de métaux différents (soudures hétérogènes).
Dans ce domaine, le client est régulièrement confronté à un autre problème : avoir un taux de dépôt élevé pour des raisons économiques tout en maîtrisant le taux de dilution qui influence directement la composition chimique du métal déposé.
Parmi les derniers développements en matière de rechargement ou de beurrage, la technologie TIGer de Polysoude est basée sur une conception particulière de la torche qui permet la superposition de deux arcs TIG. Cette technologie est non seulement efficace pour répondre aux exigences de productivité mais répond parfaitement aux contraintes liées au taux de dilution. De plus, elle offre plus de qualité de surface de la couche déposée et les tolérances géométriques sont proches de celles des pièces finies dans de nombreux cas rendant, pour certaines applications, la reprise mécanique inutile. La technologie TIGer peut être utilisée pour réaliser du rechargement en position horizontale ou verticale.
Le TIG en 3 dimensions
Dans certains cas, la pièce à souder ou à recharger ne peut pas tourner à cause de sa forme ou de son poids. Là encore, Polysoude a su concevoir des machines de soudage équipées d’une tête collecteur. L’avantage de cet équipement est qu’il n’y a aucune limitation sur le nombre de rotations de la torche. L’ajout de glissières longitudinales et transversales fonctionnant de façon synchrone permet alors de travailler sur des pièces de forme complexe tant en soudage qu’en rechargement.
Jusqu’à maintenant, la plupart des machines automatisées ne géraient que des mouvements linéaires ou rotatifs. Aujourd’hui l’utilisation d’un robot complète la gamme des porte-torches quand les trajectoires des joints sont tridimensionnelles ou quand l’accessibilité est insuffisante.
N° 67 Juin 2015