
Une production flexible à l’heure du « 4.0 »
EROWA / RECAERO
parActeur majeur de la pièce de rechange aéronautique, l’atelier d’usinage Recaero de Verniolle (Ariège) a adopté une organisation FMC Lean pour la production automatisée. Cette évolution lui offre la flexibilité d’une production diversifiée et la rentabilité d’équipements autonomes pour produire 24h/24. Sous l’impulsion du responsable de production, l’atelier a adopté une organisation utilisant les composants hard et soft du concept Erowa afin de gérer sa migration vers une fabrication 4.0.

Vue de l’atelier de la société Recaero
Partie d’une activité plus proche du service de dépannage que de la fabrication en série, l’entreprise ariégeoise s’est rapidement imposée dans le secteur de la pièce de rechange aéronautique. En développant un savoir-faire étendu à la dimension des besoins de ses clients, Recaero a su répondre aux multiples exigences de ses clients dans les secteurs de l’usinage, du soudage, de la chaudronnerie, du traitement de surface et du montage de sous-ensembles….
Une organisation, des robots…
Concernée par l’évolution concurrentielle de son marché, l’usine de Verniolle avait développé une expérience d’automatisation difficilement déclinable à l’échelle de tout un atelier. Le responsable maintenance avait donc la mission d’améliorer l’organisation de l’atelier dans la perspective d’une approche globale et évolutive pour le futur. Découvrant la spécificité d’une production dédiée à la rechange aéronautique, il a rapidement ciblé le besoin majeur de flexibilité. Le changement continu de fabrications caractérise le cœur de métier de Recaero.

Fort de cette analyse, Recaero a étudié avec ses partenaires la possibilité d’une organisation Lean de production adaptée à ce changement continu de fabrications. Le concept FMC Lean présenté par Thierry Chardon de la société Erowa France met en cohérence les différents niveaux du processus de fabrication présents dans l’usine. Ce système totalement évolutif permet le traitement des pièces en chargement manuel ou automatisé avec un suivi en temps réel et la possibilité d’intégration jusqu’au niveau 4.0 incluant, si besoin est, la gestion d’objets connectés (IdO).
Une phase d’expérimentation avait été mise en place sur un centre 5 axes. L’équipe impliquée sur le projet devait s’approprier cette nouvelle façon de travailler afin d’apporter son retour d’expérience. Le système palette d’Erowa constitue l’élément fédérateur pour une préparation hors machine des pièces à usiner.
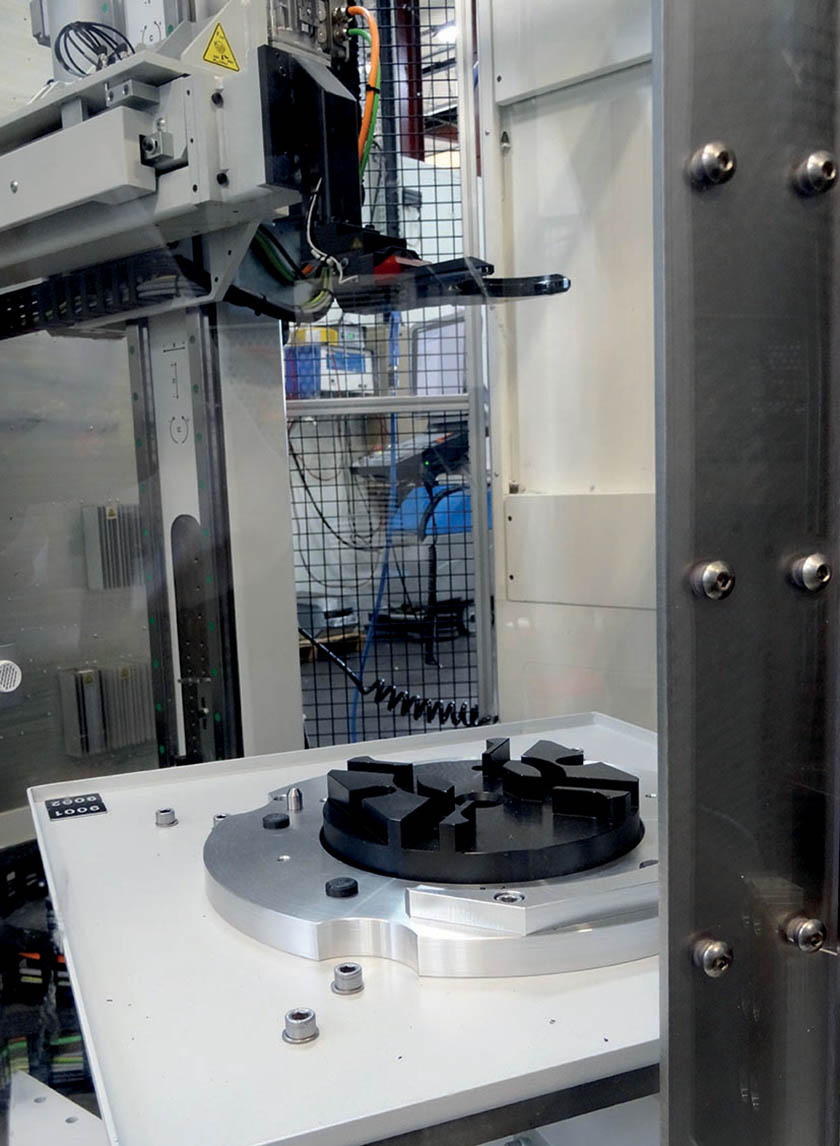
Découvrant l’organisation FMC Lean d’Erowa, l’équipe a tout de suite perçu l’intérêt d’une préparation en temps masqué des pièces. L’opérateur travaille sans stress pendant que la machine effectue un cycle d’usinage. Les bruts sont bridés sur une palette étau monobloc Erowa. Installé sur un établi à proximité du centre d’usinage, l’opérateur dispose d’un espace de travail ergonomique, moins contraignant qu’une table de machine. Cette étape était décisive, selon le responsable maintenance : « Grâce à une répétabilité de positionnement de la pièce inférieure à 2µ sur toute machine équipée du système Erowa, nous avons trouvé une solution métier pour produire du spécial dans une logique Lean ».
Robotiser en sécurisant les usinages sans surveillance
Les gains de productivité et de rentabilité des équipements étant l’objectif final de la réorganisation du pôle usinage cinq axes de Recaero, les responsables ont suivi les recommandations du conseiller Erowa France, Thierry Chardon, concernant l’automatisation des cellules d’usinage selon l’organisation FMC Lean déployée dans l’atelier. « Tous les équipements Erowa précédemment utilisés en mode manuel sont repris sur les centres 5 axes robotisés, explique Thierry Chardon. La précision de positionnement de la palette sur la table de la machine est conservée. Peu encombrant, RobotMulti d’Erowa procure une autonomie suffisante pour une ou deux machines. Le système de pilotage de la cellule, Erowa EMC 3, permet de gérer très facilement tout le processus de travail : téléchargement du programme d’usinage, disponibilité des outils, ordre de passage des pièces… Tous les changements sont pris en compte en temps réel ».
En 2013, une cellule d’usinage 5 axes est installée avec un équipement RobotMulti. Cette fois-ci, l’automatisation apporte une contribution très positive sur le fonctionnement de l’atelier. Dès 2014, un deuxième centre a été accouplé au RobotMulti. Phase de démarrage incluse, les gains de productivité générés par le robot ont permis d’amortir celui-ci selon le planning initialement prévu.
Doper la réactivité d’une production à la demande
Comme dans tout secteur où la demande fluctue, la réactivité est un facteur essentiel pour la fidélisation des clients. Dans le cadre de l’organisation de production définie par les responsables de l’atelier d’usinage, l’ensemble palette, robot et EMC 3 Erowa permet un fonctionnement autonome des cellules et un pilotage en temps réel des priorités de fabrication. Cette période d’usinage non-stop, incluant le week-end, accroît de fait la réactivité et la productivité de l’atelier mécanique.
Cette bonne adaptation du robot au contexte de production contribue au déploiement d’une stratégie de production plus ambitieuse. Le responsable de la fabrication sait qu’il va pouvoir poursuivre son projet. « Erowa nous a accompagnés dans le développement d’une organisation de production FMC Lean adaptée à notre usine. Par la suite, le passage à une automatisation parfaitement calibrée à nos objectifs d’optimisation et de rentabilité des moyens d’usinage s’est accompli sans difficulté. Le personnel est en totale confiance avec cette organisation, plus souple et adaptative pour de nouvelles évolutions ».
En 2017, Recaero a intégré deux nouveaux centres 5 axes partageant un RobotMulti d’Erowa. Désormais, le superviseur EMC 3 Erowa assure le pilotage du pôle fraisage multi-axes sous la tutelle de Team leaders. Sur place ou à distance, avec leur smartphone, ils gèrent le fonctionnement autonome des cellules d’usinage.
Chargement d’urgence
EQUIP PROD – N°143 Avril 203