
Une production en série fiable de contacteurs de feux stop
STÄUBLI / BODY CONTROL SYSTEMS
parLa production de huit millions de contacteurs de feux de stop par an implique des exigences particulières. La flexibilité est moins importante dans ce cas que d’autres facteurs tels que l’optimisation de la production et la fiabilité des procédés. Une installation innovante avec une presse à injecter dernier cri et deux robots ultra précis comme éléments clés, traite les opérations pour lesquelles le temps de cycle est critique.
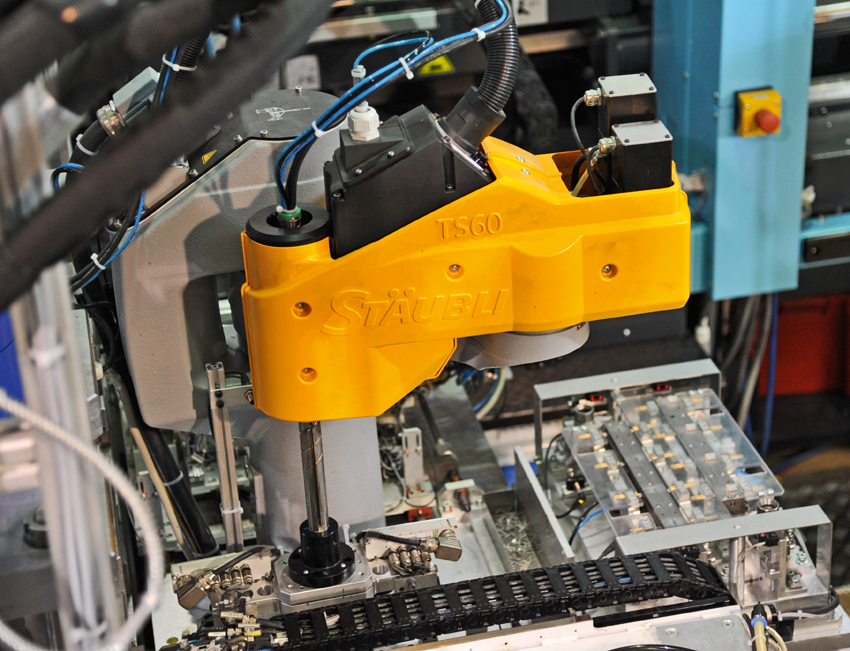
Pendant que le robot SCARA place les contacts dans le magasin tampon, le robot 6 axes dessert la presse à injecter.
Lorsqu’un fabricant automobile s’appuie sur un seul fournisseur pour la production en série d’un composant, cela est à la fois un honneur et une lourde responsabilité pour le fournisseur sélectionné. Body Control Systems (BCS), filiale du fournisseur automobile mondial TRW, est responsable de la production de huit millions de contacteurs de feux de stop par an pour le Groupe Volkswagen.
Depuis juin 2011, une installation effectuée par l’expert en automatisation M.A.I. GmbH est en charge de ce travail. Une presse à injecter est au cœur de la cellule. Quatre contacts par contacteur de feu stop sont moulés à l’aide d’une machine équipée d’un moule à huit empreintes. Lors du « temps d’ouverture machine » toutes les opérations de chargement et de déchargement doivent être réalisées en 5,7 secondes.
Le procédé de production commence par l’alimentation de contacts de deux tailles différentes via deux lignes d’emboutissage. Un robot Stäubli SCARA TS60 prélève d’abord quatre contacts courts puis quatre contacts longs dans la station de transfert correspondante de la ligne d’emboutissage et les envoie dans un magasin tampon. Le robot SCARA ultra rapide et ultra précis effectue cette tâche avec assurance. Huit déplacements sont nécessaires pour remplir complètement le magasin avec un total de 32 contacts.

Deux robots Stäubli travaillent ensemble dans un environnement confiné afin de produire 8 millions de contacteurs de feux stop par an
Un chef-d’œuvre d’automatisation
Ce magasin tampon se situe dans l’enveloppe de travail du robot 6 axes gros porteur de Stäubli. À ce niveau, le RX160 prélève les 32 contacts et entame un cycle qui a été optimisé jusqu’au moindre détail. Le programme autorise exactement 5,7 secondes pour le chargement et le déchargement de la presse à injecter.
Afin de respecter de manière fiable cette spécification de temps de cycle, le RX160 doit satisfaire un ensemble complexe d’exigences. Jochen Ley, spécialiste de l’injection chez BCS, résume la situation : « Le robot doit être très rapide sans aucun compromis en termes de précision. Nous travaillons avec des tolérances de quelques centièmes de millimètre lors du chargement de l’outil. Le RX160 de Stäubli répond en tous points à nos attentes et tire le meilleur parti d’un outil de préhension très performant. »
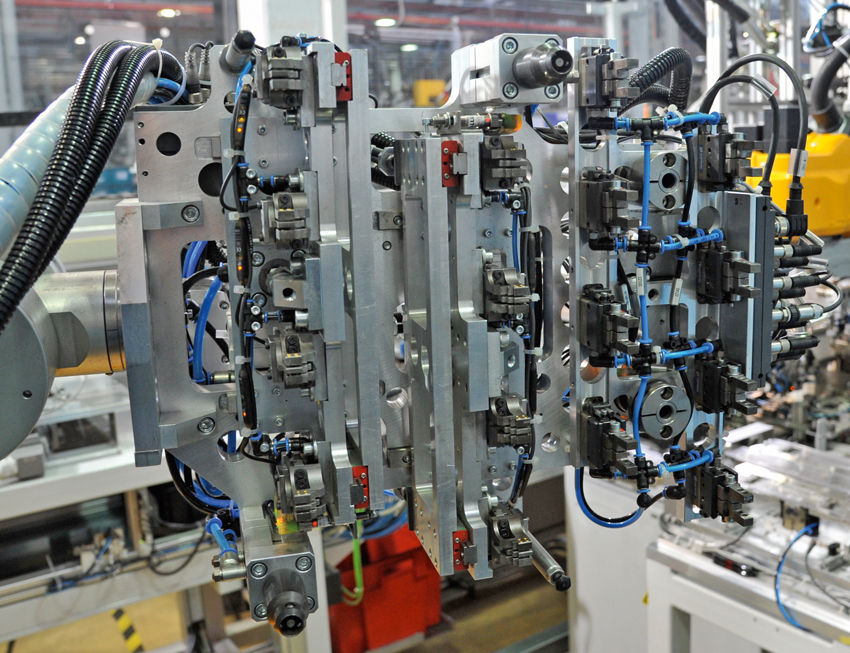
Plusieurs capteurs contrôlent chaque pince dans le système de pinces d’insertion / extraction complexe conçu par M.A.I. GmbH de Kronach-Neuses, Bavière.
Une caractéristique unique est l’utilisation d’un piston d’insertion pour alimenter l’outil avec l’intégralité des 32 contacts requis pour huit pièces finies par cycle. Grâce à une indexation spéciale et à un montage flottant, le robot se centre exactement sur l’outil, ce qui rend l’insertion extrêmement précise, fiable et rapide. Le RX160 offre un autre avantage important : sa conception compacte et son câblage interne. Grâce à la finesse de son bras, il peut atteindre en toute sécurité la presse à injecter sans risque qu’un câble externe reste coincé.
Jochen Ley affirmpe que « plus de 10 000 contacteurs de feux stop sortent de la cellule de production par équipe. Avec seulement deux ou trois pièces défectueuses sur 10 000, nous sommes proches d’une production zéro défaut. En outre, l’installation répond à toutes nos exigences, en produisant des pièces de manière fiable, rapide et économique. Avec la production à grande échelle de huit millions de contacteurs par an que nous devons soutenir, cela n’aurait pas été possible autrement. »
N° 66 Mai 2015