
Atelier robotisé à forte valeur ajoutée : la cellule de rectification
EROWA
par
Zones de rectification
La rectification fournit « la signature qualité » d’une pièce. C’est donc un lieu de forte valeur ajoutée pour lequel le choix d’une robotisation ne peut être dissocié d’un environnement process intelligemment soigné. La société Erowa nous en offre une belle démonstration avec la rectification des mandrins ITS et systèmes de centrage qui donnent toute la précision au référentiel de positionnement des pièces sur les machines. Par cet exemple, chacun peut trouver une source d’inspiration pour ajouter un supplément d’intelligence métier dans son processus de robotisation.
.
.
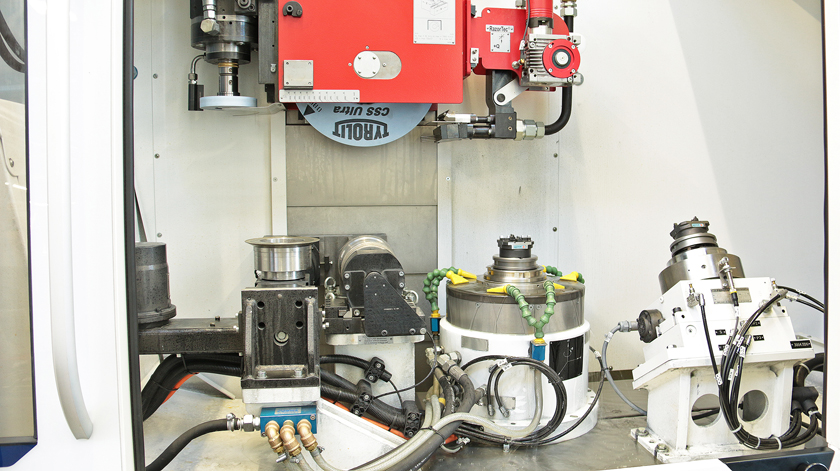
Chaque pièce va bénéficier des opérations de rectification horizontale (profil des appuis Z) et verticale sans changement de machine
Un cahier des charges qui associe gestion et production
La croissance à l’international de l’entreprise a été possible grâce, notamment, à la présence de sous-traitants qui ont soulagé la montée en charge des productions de l’usine Erowa située à Büron dans la région de Lucerne. Franchissant un nouveau cap, la mise en place du pôle rectification dans l’atelier a d’emblée posé le problème de surface disponible. Une équipe projet a élaboré une solution optimisée afin d’accroître l’efficacité opérationnelle en production (qualité, réactivité et rentabilité) tout en améliorant l’ergonomie de travail des opérateurs.
La gamme de mandrins et systèmes de positionnement ITS Erowa regroupe quatre grandes familles de produits standard (ITS 50, ITS 72, ITS 115, ITS 148) déclinés en 32 versions catalogue. Le besoin annuel retenu pour la fabrication s’élève à 13 000 unités pour une production en lots de 1 à 200 pièces maximum. L’objectif est de limiter les coûts et les stocks et de produire à la demande avec des seuils de réassort adaptés pour chaque référence à sa fréquence de consommation.

- Avec 494 emplacements, le stockeur rotatif assure la gestion de 32 références produit et des seuils de réassort pour les produits courants.

L’intelligence au cœur du processus de robotisation
L’étude d’industrialisation la plus appropriée au besoin et au contexte du site de Büron a mis en évidence la possibilité de remplacer deux centres de rectification robotisés par une seule cellule de rectification flexible à haut degré d’automatisation. Pour aller au bout de ce projet et maximiser l’efficacité opérationnelle de la cellule, les concepteurs ont intégré plus largement les opérations périphériques à l’usinage proprement dit.
– La machine est équipée de deux broches, une verticale et une horizontale avec un dispositif de dressage et profilage des meules automatisé ; deux mandrins PowerChuck sont positionnés, l’un sur table circulaire et l’autre sur table circulaire orientable.
– Un stockeur rotatif de 494 emplacements assure une gestion optimisée des bruts et pièces finies sur une grande hauteur avec un encombrement minimal au sol.
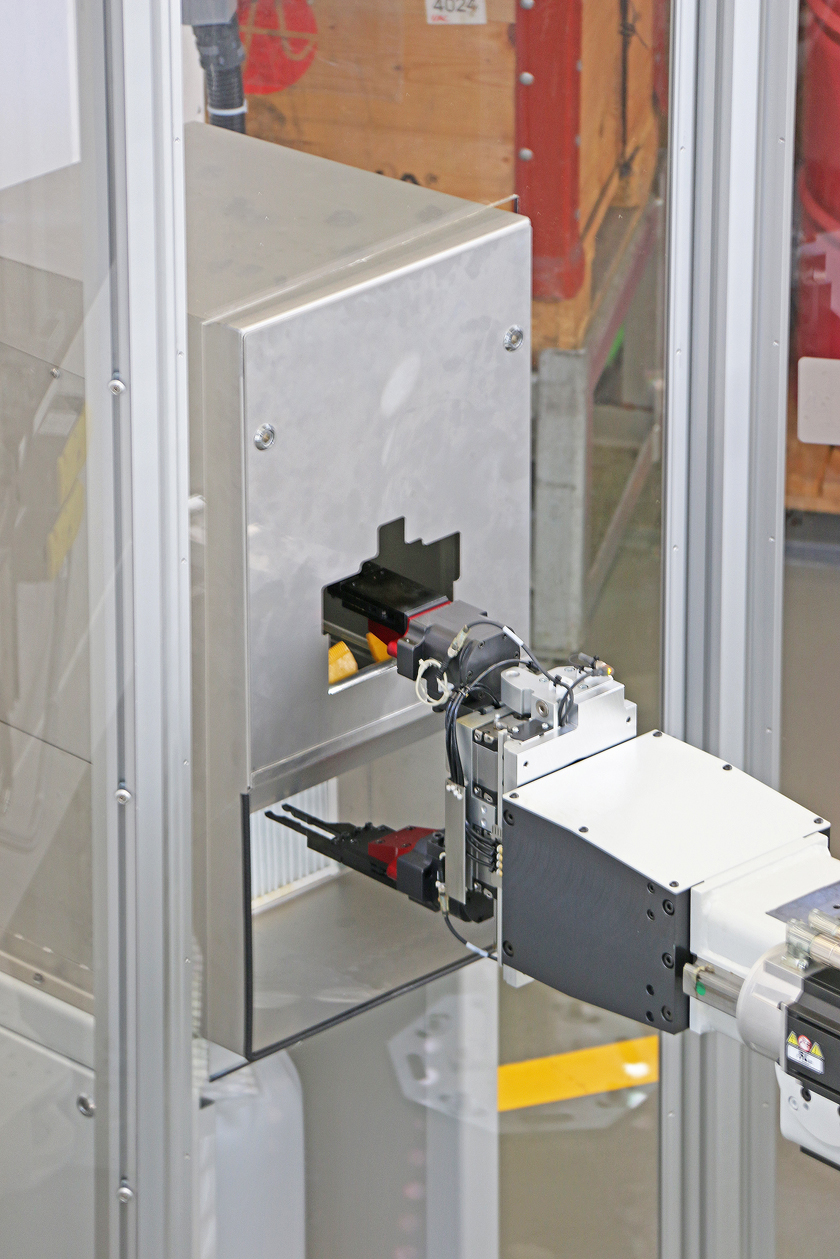
– À proximité, un poste d’alimentation expresse autorise la préparation et la gestion des urgences de façon indépendante du système d’exploitation du stockeur rotatif.
– Le robot ERD Erowa sur rails dispose d’un jeu de pinces doubles pour la manipulation en simultané de la pièce brute et de la pièce finie. Dans la phase du déchargement de la pièce finie, le robot assure le passage dans un espace de nettoyage des pièces par air comprimé. Lors d’un changement de série, le robot participe à une reconversion rapide de la machine ; il effectue automatiquement la mise en place du joint de protection du mandrin adapté à la nouvelle pièce à rectifier. Dans le cas d’un changement de meule, il va chercher la meule dans le magasin et l’achemine dans la zone de travail pour que l’opérateur puisse en assurer le montage sans effort.

Une cellule hautement automatisée pour une efficacité en production optimisée
Le suivi en production s’effectue à partir du système de commande de processus Erowa Manufacturing Evolution 3 (superviseur EMC 3). L’opérateur est au centre de l’organisation de production. Il dispose d’une visualisation des pièces brutes et des pièces finies dans le magasin (stockeur rotatif), des possibilités d’usinage sans changement de meule et du temps global de production autonome. L’opérateur peut ainsi intervenir pour affecter un changement de priorités de planification. En temps réel, il intègre de nouveaux travaux. Les urgences vont s’intercaler dans le flux de production à partir du moment où elles seront mises à disposition, soit à partir de la station d’alimentation expresse, soit dans le stockeur rotatif. Chaque pièce est identifiée par un code-barres ; celui-ci permettra d’affecter un programme de rectification correspondant et un emplacement de stockage approprié. Seules les pièces hors standard font l’objet d’une programmation spécifique. En fonctionnement ordinaire, l’ensemble des 32 versions catalogue sont parfaitement connues pour être gérées automatiquement par le superviseur EMC 3.
Effectué en temps masqué, le nettoyage de la pièce permet de rendre immédiatement disponible celle-ci pour plus de réactivité.
Des bénéfices multiples, une approche dans le détail du métier
Après plus d’un an d’exploitation, le bénéfice apporté par cette solution est tout à fait remarquable :
– le nombre de machines et de robots est réduit de moitié,
– la productivité des équipements est accrue : tous les usinages effectués sur une même machine sans démontage, avec un déplacement rapide du robot, un chargement- déchargement avec une double pince, nettoyage pièce en temps masqué,
– l’intégralité de la production est assurée avec un réservoir de disponibilité de l’ordre de 30% autorisant, si besoin, d’amortir les pics d’activités et des travaux occasionnels,
– les tâches de nettoyage de pièces et de convoyage des meules sont incluses dans le processus,
– la surface au sol réduite a facilité l’intégration de cette cellule de rectification dans un atelier difficilement extensible,
– la gestion des stocks de pièces finies et des encours est optimisée pour plus de réactivité (just-in-time), de satisfaction clients et un encours financier réduit,
– l’ergonomie et le travail opérateur sont améliorés,
– l’installation actuelle reste évolutive. Loin d’être saturé, le robot ERD Erowa sur rails peut desservir de nouveaux équipements, banc de mesure, machine-outil…
Bien au-delà d’un simple problème de choix de robot, Erowa fait preuve d’un savoir-faire certain en production, qui associe intelligemment tout un environnement process soigné. Le concept d’efficacité en production prend toute sa place dans l’organisation des usines du futur. Bien au-delà de la performance d’un process usinage, c’est une productivité et une flexibilité globale qui font la qualité et la rentabilité d’un atelier.
N° 78 juin 2016