
Delcam accompagne la stratégie « 5 axes » de Mecaprec
DELCAM / MECAPREC
par
L’atelier atteint 3 500 m2… pour le moment
« Une qualité parfaite et une livraison en temps et en heure » tel est le leitmotiv de Jean-Marc Gomez, PDG de Mecaprec. Spécialisée dans la mécanique de précision, cette entreprise travaille dans de grands programmes aéronautiques. Afin de répondre aux exigences de ses clients en termes de qualité et de commandes de pièces plus complexes, la société pyrénéenne, installée à Lavelanet, a choisi de renforcer son outil de production avec des machines 5 axes qu’elle a équipées de PowerMill, la solution logicielle de Delcam. Plus qu’un logiciel, PowerMill s’intègre complètement dans la stratégie de Mecaprec.
-

jean-Marc Gomez a racheté la société Mecaprec en 2008
Lavelanet, malgré les fermetures successives des entreprises industrielles du textile n’a rien perdu de son dynamisme. Ainsi, parmi les 6 400 âmes de cette petite commune de l’Ariège, située au pied de la chaîne des Pyrénées, nombreux sont ceux qui se battent pour y maintenir une activité économique. Jean-Marc Gomez est l’un de ceux-là. Fortement incité par sa femme – qui travaille aujourd’hui à ses côtés – à reprendre l’entreprise, cet ancien responsable production de Recaéro avoue avoir toujours eu envie de diriger sa propre structure. L’occasion se présente enfin en 2008 avec Mecaprec, une société créée vingt-deux ans plus tôt à Lavelanet et spécialisée dans la mécanique de précision pour l’armement et l’aéronautique. « Mecaprec subissait des pertes depuis trois années mais avait su conserver de fortes compétences humaines et un savoir-faire technique élevé. L’équipe, composée de jeunes très motivés, connaissait parfaitement l’usinage de matériaux durs (les bruts et autres alliages)».
-
À gauche, Jean-Daniel Klockenbring, de Delcam à Toulouse, et Julien Mongen responsable de programmation chez Mecaprec
Un acteur majeur dans la sous-traitance aéronautique
Aujourd’hui, Mecaprec est devenu un acteur qui compte dans les métiers de l’usinage de précision de pièces prototypes, d’outillages et de pièces mécaniques. Forte de ses 49 salariés et d’un chiffre d’affaires de plus de 5 M€ (contre moins de 800 K€ lors de son rachat), l’entreprise produit des pièces de petite, moyenne et grande série pour les secteurs de la fonderie, de l’aéronautique, de l’énergie, de l’industrie et de la machine-outil. Depuis sa création, on peut dire que Mecaprec se porte nettement mieux et vient se frotter à de grands sous-traitants de la région dans l’aéronautique, secteur qui représente la majeure partie de son chiffre d’affaires.
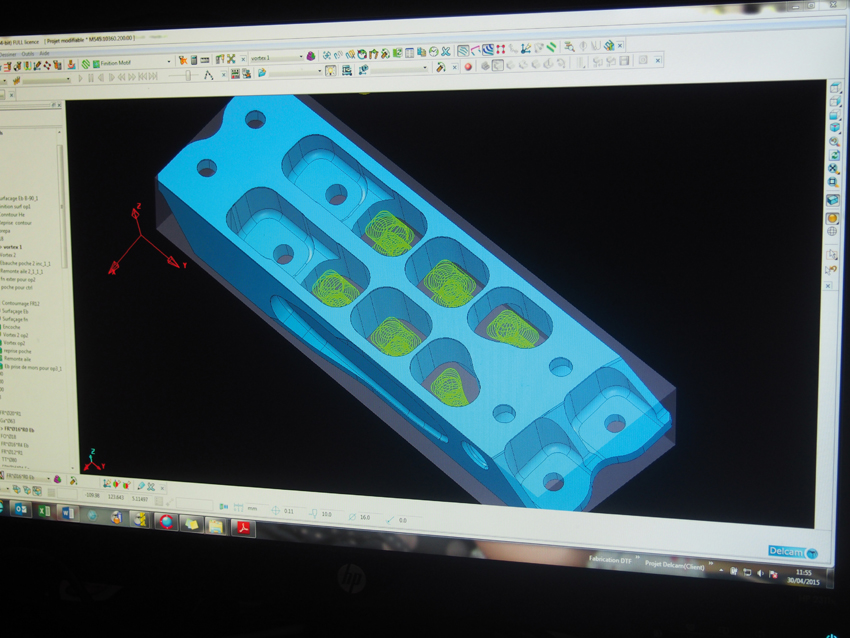
Vortex a permis au bureau des méthodes de résoudre des problématiques d’usinage
Fabriquant de pièces de classe 1, Mecaprec est impliquée dans d’importants programmes tels que l’A320, l’A380, l’A400M ou encore l’A350 pour lequel il fabrique les nervures de réacteurs. « Nous travaillons également sur certaines pièces clé comme le Belphégor de l’A320, l’attache-moteur de l’A400M ou encore l’attache-nacelle de l’ATR. Parmi nos clients figurent Aubert & Duval, Honeywell à Gennevilliers, Figeac-Aero, Mecahers Groupe Mecachrome, Freyssinet Aero, Sofop, Aria, Artus… », énumère Jean-Marc Gomez. Ce succès ne doit rien au hasard. Il est le fruit d’une réelle stratégie basée à la fois sur le savoir-faire humain, l’investissement dans l’outil de production et la volonté de se doter de technologies complémentaires afin de mieux accompagner l’évolution de son parc machines et donc le développement d’une entreprise qui ne cesse de grandir : « Mecaprec est passé de 1 000 m2 à 3 500 m2 et nous poursuivons notre agrandissement avec l’acquisition en janvier dernier d’un terrain situé à proximité pour atteindre 4 400 m2 depuis quelques semaines ».

Vortex a permis au bureau des méthodes
de résoudre des problématiques d’usinage
Renforcer la partie « 5 axes »
En 2008, lors du rachat de Mecaprec, Jean-Marc Gomez a privilégié quatre grands axes de développement : le positionnement sur de nouveaux secteurs d’activités, l’investissement dans l’outil industriel et les équipements de métrologie, la mise en place d’un plan de management de la qualité avec l’obtention de la certification EN 9100, et enfin l’organisation de la production en 2×8 ou 3×8. À ce jour, l’atelier de Mecaprec est équipé de cinq fraiseuses et de machines de rectification, de mortaisage et de pointage, ainsi que de tours conventionnels et numériques. La qualité joue désormais un rôle prépondérant comme en témoignent les équipements qu’abrite le laboratoire de métrologie, parmi lesquels deux machines de mesure tridimensionnelle, des colonnes de mesure, des projecteurs de fil, deux rugotest, un microscope et un banc de rectitude. Au niveau de l’usinage, Mecaprec comprend une quinzaine de centres dont cinq Makino 4 et 5 axes palettisés et un centre CFVI Cincinnati 5 axes dédié à l’outillage et deux WELE 1365 5 axes. « L’acquisition de machines 5 axes fait partie de la stratégie de développement initiée il y a près de trois ans. Dans ce contexte, il était devenu important d’opter pour un logiciel de programmation plus performant ».
L’entreprise était en effet déjà équipée d’un logiciel satisfaisant mais pas suffisamment performant pour assurer la programmation de machines 5 axes. « Nous nous sommes alors dirigés vers un spécialiste, Delcam. Nous étions déjà convaincus que PowerMill de Delcam était le mieux placé, concède Jean-Marc Gomez. Nous nous sommes bien approprié le système et nous avons pleinement profité de l’arrivée de Vortex qui nous a permis de réduire encore davantage nos temps d’usinage, d’augmenter la durée de vie de nos outils et, par effet ricochet, de nous ouvrir de nouveaux marchés ».

Le laboratoire de métrologie abrite deux machines de mesure tridimensionnelle
Le recours à un spécialiste de la programmation 5 axes
Les exigences pour Mecaprec sont les mêmes que pour ses concurrents : « une livraison à une heure précise, avec une qualité parfaite tout en restant compétitifs », résume Jean-Marc Gomez. Afin d’être certaine de toujours atteindre cet objectif, l’entreprise décide alors d’accélérer la mise en place d’une chaîne numérique performante, en adéquation avec son développement. C’est pourquoi Mecaprec travaille avec Delcam en tant que partenaire à part entière : « nous avons tissé entre nous une véritable relation de confiance, remarque Jean-Daniel Klockenbring, ingénieur commercial chez Delcam France, à Toulouse. Nous informons Mecaprec sur les dernières technologies pouvant l’aider à optimiser ses temps d’usinage. Nous bénéficions d’une remontée d’informations nous permettant de faire évoluer nos solutions. Enfin, concernant l’appropriation du système, l’accompagnement est pour nous une clé de la réussite. ».
-

L’atelier comprend près d’une quinzaine de centres d’usinage

Fort de la stratégie d’ébauche Vortex, PowerMill apporte des fonctionnalités parfaitement adaptées aux machines 5 axes comme l’évitement de collision, l’anticipation sur les trajectoires (au lieu de tourner d’un coup, l’outil adopte une course progressive et maîtrisée), la gestion de la matière à l’instant T et la richesse des stratégies : « nous avons par exemple la possibilité d’apporter de nombreux paramètres supplémentaires afin d’anticiper tous types de cas. On garde le meilleur et on programme ». « Il y a toujours une solution à ce qu’on cherche », ajoute Julien Monge, du bureau des méthodes de Mecaprec. Le responsable programmation donne l’exemple de deux cas problématiques : le premier concernait une ferrure de moteur particulièrement complexe du fait des nombreuses poches fermées que la fraise avait du mal à pénétrer. « Le logiciel nous a permis de trouver la meilleure trajectoire et d’augmenter considérablement la durée de vie de l’outil : celle-ci est en effet passée d’1h à 8h30 ! ». Le second cas concernait une ferrure en titane de porte dont les difficultés résidaient dans la hauteur des pièces, l’accès aux poches, les temps de passe, lesquels ont été fortement réduits grâce à Vortex qui a permis de programmer un fraisage en seulement deux opérations.

Mecaprec ne cesse de s’agrandir et de réorganiser sa production
Pleinement séduit par la suite logicielle PowerMill, Mecaprec envisage de poursuivre sa collaboration avec Delcam et de s’orienter vers le développement du contrôle. Dans ce cas, PowerInspect s’intégrerait parfaitement dans la chaîne numérique de l’entreprise. Les nombreuses possibilités de la solution permettent notamment de communiquer avec les équipements de mesure et les machines tridimensionnelles ainsi qu’avec les centres d’usinage : « PowerInspect donne la possibilité de commander les palpeurs et de procéder à des opérations de balançage de pièces directement sur la machine et de faire de l’usinage adaptatif en modifiant le parcours d’outil », précise Jean-Daniel Klockenbring. Voilà une belle affaire à suivre…
N° 67 Juin 2015