
Une remarquable efficacité pour les perçages profonds
TUNGALOY
parLes opérations de forage sont généralement une source de goulot d’étranglement en fabrication. Le plus souvent, pour ces applications, sont utilisés des forets 3⁄4 brasés ou des forets longs en HSS ou en carbure. Cependant, les temps de cycle avec les forets 3⁄4 brasés sont très longs.
❝Avec l’introduction sur le marché de la solution DeepTri-Drill, nous redémarrons l’horloge de l’innovation dans le domaine du perçage profond, horloge qui s’était arrêtée dans les années 30 » – Hironori Yokouchi. ❞

Opération sur machine
Une gestion d’outils simplifiée par une innovation technologique
Le plus gros problème des forets 3⁄4 brasés et des forets monoblocs est qu’ils nécessitent un réaffûtage, ce qui oblige alors les utilisateurs à gérer un roulement d’outils avec un stock conséquent afin de pourvoir à la fabrication. La gestion du réaffûtage est une tâche laborieuse qui engendre de longues périodes de non-utilisation des outils coupants.

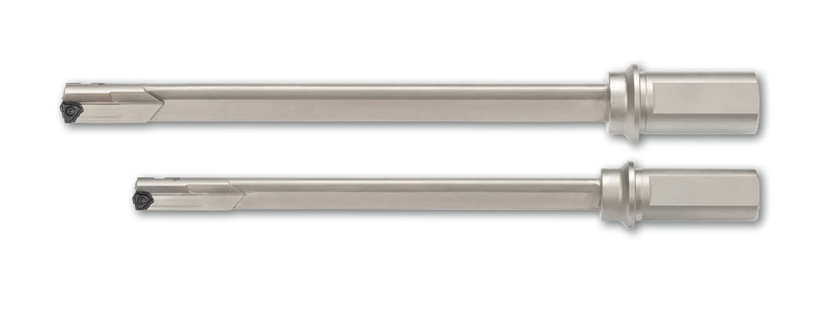
DeepTri-Drill offre la possibilité de réduire considérablement les coûts d’outillage
La combinaison de l’utilisation de plaquettes interchangeables, à 3 arêtes de coupe, et de patins de guidage, à deux côtés, permet à la solution DeepTri-Drill de réduire les coûts de fabrication tout en maintenant un niveau élevé de performance nécessaire pour les opérations de perçages profonds. Le système interchangeable de la solution DeepTri-Drill permet un changement simple et rapide des plaquettes tout en éliminant le besoin de recourir au réaffûtage. Avec ces innovations, DeepTri-Drill offre la possibilité de réduire considérablement les coûts d’outillage et de leur gestion.
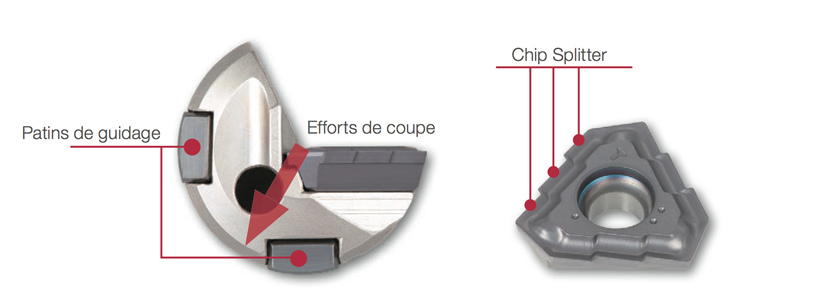
Une arête de coupe spéciale et un positionnement idéal des patins de guidage offrent une grande précision d’usinage
Une maîtrise parfaite des copeaux et une grande qualité d’usinage
L’utilisation de forets monoblocs de grandes longueurs peut engendrer, lors de l’usinage, des casses soudaines d’outils dues à la flexion, contrairement à la solution DeepTri-Drill qui permet de produire des trous d’une exceptionnelle rectitude, évitant ainsi toute casse. Il est ainsi possible de réaliser des usinages caractérisés par une excellente circularité et de bons états de surface. Cette amélioration a pu être obtenue grâce à un positionnement optimal de l’arête de coupe et des patins de guidage ; elle s’est inspirée de la technologie BTA (pour le forage) avec l’appui du savoir-faire de Tungaloy.
Le positionnement de l’arête de coupe et des patins de guidage génère un effet de polissage à la finition du trou. La solution DeepTri-Drill est également caractérisée par une conception unique de l’arête de coupe générant des copeaux beaucoup plus petits qu’avec un foret 3⁄4 ou monobloc classique. Ces petits copeaux sont plus faciles à évacuer, évitant ainsi tout bourrage pouvant endommager l’outil, et rendant même possible l’utilisation de la solution DeepTri-Drill avec une faible pression d’arrosage.
Exemple de pièces
Productivité élevée
Les forets 3⁄4 brasés sont des outils à faible rendement avec une avance généralement inférieure à 0.1 mm/tour. Cependant, les forets monoblocs de grandes longueurs, plus performants, demandent une maintenance élevée et souffrent de problèmes mentionnés plus haut.
De son côté, la solution DeepTri-Drill peut être utilisée avec une avance beaucoup plus élevée grâce à l’utilisation d’une plaquette, de conception innovante, revêtue et avec un angle de coupe important. Elle offrira aux utilisateurs des gains de productivité 2 à 5 fois plus élevés, comme en témoigne l’exemple pratique décrit plus loin.
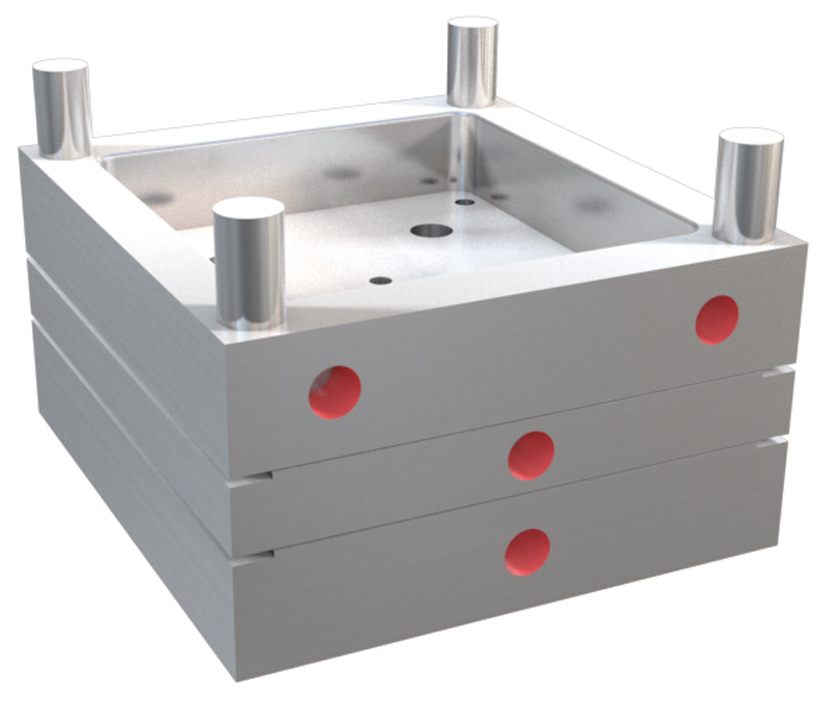
Cas pratique : moule et matrice
Un fabricant de moules et matrices avait des difficultés à réduire ses temps de cycles pour lesquels les nombreux perçages des trous de refroidissement représentaient une part significative des temps d’usinage. Ce client a profité de son partenariat technique et commercial avec la société Tungaloy pour trouver une solution efficace (voir les caractéristiques de l’outil utilisé et des conditions de coupe dans l’encadré ci-dessous) :
| Type de pièce : Moule d’injection • Matière : SKD61 / C55 • Machine : Centre d’usinage horizontal • Arrosage : central
DeepTri-Drill : Conditions de coupe : |
La solution DeepTri-Drill offre des gains de productivité 2 à 5 fois plus élevés
Les résultats retenus sont les suivants : Avec la solution DeepTri-Drill, la vitesse de coupe a été multipliée par 2,5 et l’avance a été doublée par rapport à un foret 3⁄4 brasé classique. Ces gains de performance ont été accompagnés de plus de fiabilité. La durée de production des moules a été réduite de moitié en passant de dix à cinq jours. Les types de pièces usinées vont des blocs cylindres aux pignons en passant par les moules et les matrices.
Hironori Yokouchi
(Hole making Product Manager)
N° 78 juin 2016