
Une nouvelle fraise à surfacer pour booster l’usinage des carters de turbocompresseurs
SANDVIK COROMANT
parSandvik Coromant lance la fraise à surfacer M612 spécifiquement conçue pour l’usinage ébauche de carters de turbocompresseurs en acier inoxydable. La géométrie positive de cet outil permet d’avoir une action de coupe plus fluide et contribue à la réduction des vibrations. Grâce à cela, il est possible d’augmenter les débits copeaux et de raccourcir les temps de cycle. La géométrie positive et la qualité des arêtes garantissent des performances fiables et un plus grand nombre de pièces par plaquette.

La fraise à surfacer M612 de Sandvik Coromant offre une action de coupe plus fluide et réduit significativement les vibrations
La réduction de la consommation en carburant et des émissions de CO2 – sans pour autant sacrifier les performances – est le défi que les développeurs de moteurs de voitures doivent relever aujourd’hui. Les turbocompresseurs permettent d’augmenter la puissance des moteurs en enrichissant le mélange en oxygène afin d’améliorer la combustion. Ces systèmes sont complexes et leur fabrication exige une haute précision nécessaire pour obtenir une efficacité maximum qui permettra de réduire la taille des moteurs.
« L’acier inoxydable est de plus en plus souvent utilisé pour les carters de turbos à la place de la fonte car il est plus résistant à la chaleur produite par les gaz d’échappement qui peuvent atteindre 1 300°C, et il est aussi résistant à la corrosion, explique Jacques Gasthuys, spécialiste des applications du secteur automobile chez Sandvik Coromant. On produit environ 50 millions de turbocompresseurs en fonte et en acier inoxydable chaque année ; le coût de l’usinage de l’acier inoxydable est cependant jusqu’à vingt fois plus élevé car la durée de vie des plaquettes est très courte et irrégulière, et leur schéma d’usure est très variable. C’est pour résoudre ce problème que nous avons développé une fraise plus résistante, et capable de réduire le coût à la pièce ».
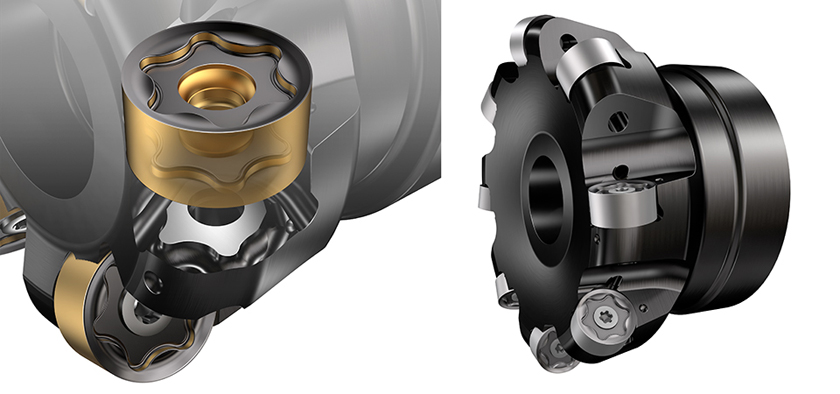
La nouvelle fraise à surfacer M612
a été spécifiquement mise au point pour l’usinage de collecteurs d’échappement
de turbocompresseurs
Surmonter les difficultés d’usinage de pièces aux formes complexes
L’usinage ébauche des carters de turbos est difficile en raison de leur forme complexe, de la finesse de leurs parois et de la difficulté du bridage. Les problèmes de vibrations sont courants. Pour surmonter ce problème, la nouvelle fraise à surfacer M612 a été spécifiquement mise au point. Sa géométrie positive permet d’avoir une action de coupe fluide qui consomme moins de puissance et élimine les vibrations dans les opérations d’ébauche. Les temps de cycle sont plus courts et les débits copeaux plus élevés ; en outre, les plaquettes à 12 arêtes, six par face, contribuent à réduire le coût de la pièce. Le choix des plaquettes rondes procure par ailleurs plus de flexibilité ; l’interface d’indexage permet d’avoir une bonne précision ainsi qu’une grande répétabilité.
Dans une application réelle, la fraise M612 équipée de plaquettes dans la nuance GC4240 a permis d’améliorer les résultats par rapport à un outil concurrent dans l’usinage ébauche d’un carter de turbo en acier inoxydable ; la vitesse de la broche a pu passer de 212 à 273 tr/min, la vitesse de coupe de 70 à 90 m/min et l’avance de 0,13 à 0,18 mm. Cet essai a été effectué avec la même profondeur de coupe de 2,5 mm pour les deux outils. La fraise M612 a permis de gagner 27% sur le temps de coupe par pièce et sa durée de vie s’est avérée plus longue de 172%.
N° 87 Mars/Avril 2017