
Réduction du coût à la pièce grâce au surfaçage à grande avance
SANDVIK COROMANT
parLe surfaçage est une des opérations les plus courantes dans les ateliers d’usinage, aussi les avancées technologiques sont-elles particulièrement bénéfiques. Les techniciens en charge de la production subissent une pression constante pour réduire les coûts. En outre, les coûts inutiles associés aux rebuts et aux stocks d’outils trop importants sont de plus en plus montrés du doigt. Afin de répondre à ces préoccupations, Sandvik Coromant a créé un concept de fraisage à grande avance de petit diamètre capable d’aider les ateliers à optimiser leurs opérations de surfaçage.

› CoroMill 415 autorise des débits copeaux très élevés tout en offrant des forces de coupe réduites grâce
à son grand nombre de plaquettes et à sa capacité à supporter les grandes avances
Le coût à la pièce représente la base de la réussite dans le domaine de l’usinage, et la qualité ne doit pas en souffrir. Pour les techniciens de production responsables de la réduction des coûts, le principal angle d’attaque est la productivité, ce qui se traduit, dans le monde de l’usinage, en termes de débit copeaux et d’exploitation des machines. Mais, bien entendu, plus on enlève de matière en une passe, plus les risques de vibration et de déflexion des fraises sont importants. Par conséquent, le choix d’une fraise à surfacer dépendra donc de sa capacité en termes de débit copeaux aussi bien qu’en termes de fiabilité et de sécurité du process. Ce choix se traduira par une réduction des rebuts, un paramètre important dans un monde où le prix des matières premières ne cesse d’augmenter.
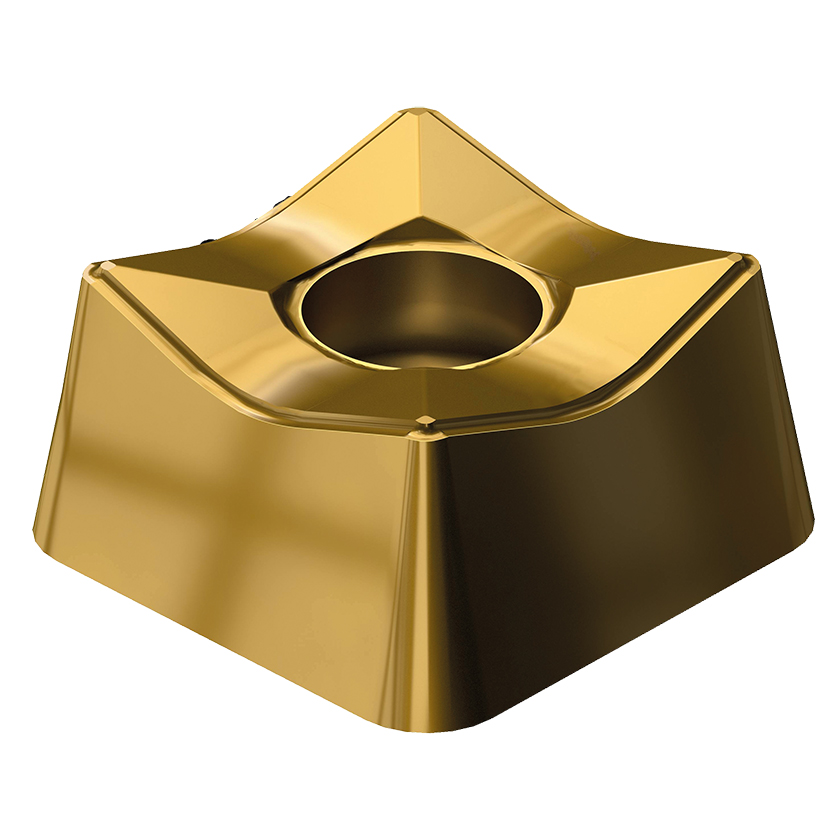
› Dessous d’une plaquette CoroMill 415 à quatre arêtes de coupe
En ce qui concerne les stocks d’outils, beaucoup d’ateliers se rendent coupables d’immobiliser des investissements trop importants dans une variété excessive d’outils de coupe. Au moment du bilan, on ne voit pas d’un bon œil la multiplication des outils en fonction des applications et des matières usinées. Dans ce contexte, les avantages d’une fraise grande avance capable de remplacer plusieurs autres types de fraises s’avèrent très bénéfiques.
Un avantage concurrentiel
Avec sa nouvelle fraise à surfacer à grande avance CoroMill 415, Sandvik Coromant apporte un nouveau concept à plaquettes indexables qui repousse les limites du surfaçage et donne aux ateliers l’opportunité de bénéficier d’un réel avantage concurrentiel.
En termes de coût à la pièce, CoroMill 415 autorise des débits copeaux très élevés tout en offrant des forces de coupe réduites grâce à son grand nombre de plaquettes et à sa capacité à supporter les grandes avances. En outre, cette fraise est équipée de plaquettes à quatre arêtes de coupe; ajoutée à sa capacité de grands débits copeaux, cette caractéristique plaide en faveur de la rentabilité et de la productivité. Par ailleurs, le pas fin H autorisé par la stabilité inhérente à l’outil garantit de toujours avoir plus d’une dent en coupe. Résultat : un coût à la pièce réduit.
Afin de garantir une bonne stabilité avec des débits copeaux élevés, CoroMill 415 est doté d’une interface de plaquette iLock. L’usinage produit des forces importantes sur l’outil, des forces exacerbées par les opérations avec de grands débits copeaux. Ceci peut provoquer des micro mouvements des plaquettes dans leurs logements, or même le plus petit mouvement peut avoir des effets négatifs sur les performances de l’outil et sur le résultat final.

› Surfaçage avec CoroMill 415
Des performances sûres
iLock est une interface de plaquette fiable qui empêche tout mouvement provoqué par les forces de coupe et maintient les plaquettes en position. Les outils équipés d’interfaces de plaquettes iLock possèdent des rails ou des stries au niveau des logements de plaquettes et celles-ci ont des rainures correspondantes afin de garantir un maintien résistant. Au total, les performances sont meilleures en termes de précision, de durée de vie de l’outil et de contrôle des copeaux. Le contrôle des copeaux est en outre favorisé par les conduits d’arrosage intérieurs avec sortie radiale des corps de fraise CoroMill 415.
Les avantages potentiels de cet outil sont illustrés par une étude de cas récente effectuée chez un client; l’opération portait sur le surfaçage d’une bride faite dans un acier P20 (320 Hb). Avec une fraise CoroMill 415 de 25 mm de diamètre, le débit copeaux a pu augmenter de 26%, passant de 76 à 96 cm³/ min (4.64 à 5.86 po³/min) avec pour effet la réduction du coût à la pièce, et la durée de vie de l’outil a gagné 25% en permettant d’usiner cinq pièces au lieu de quatre grâce à la meilleure sécurité du process. Les conditions de coupe appliquées étaient les suivantes : profondeur de coupe axiale 0.7 mm, profondeur de coupe radiale 19 mm, vitesse de coupe 171 m/min, avance 0.55 mm/tr et vitesse de rotation de la broche 2178 tr/min.
Ces avantages sont accessibles aux ateliers de différents secteurs, notamment l’aéronautique, les moules et matrices, la mécanique générale et le secteur pétrolier, entre autres. En fait, ils sont intéressants partout où l’on effectue des opérations de surfaçage ébauche à grande avance ou d’usinage de poches en diamètres de 13 à 32 mm (0.512 à 1.26 pouce). L’usinage de poches est possible car la fraise a aussi une capacité de ramping circulaire (interpolation hélicoïdale).
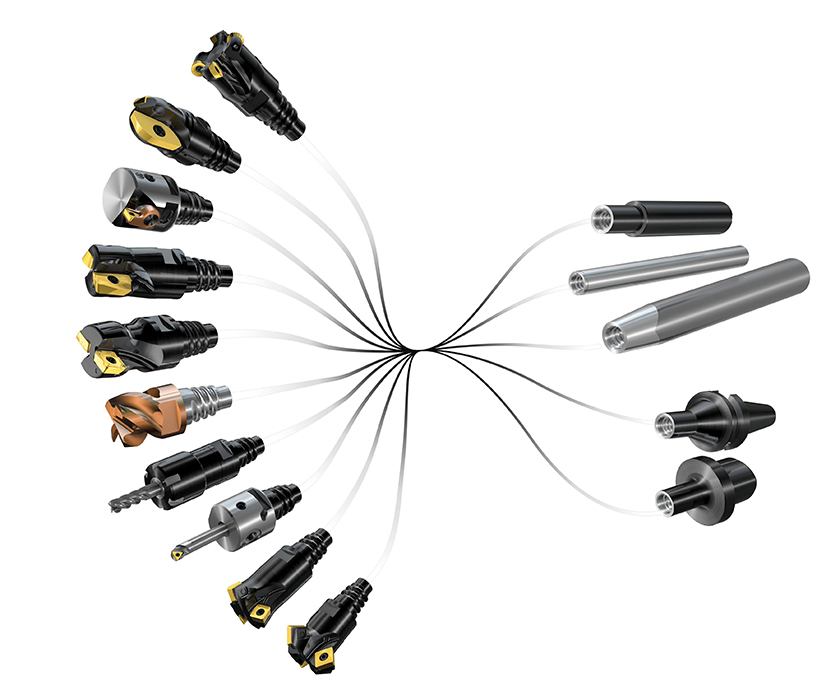
› Options d’outillage modulaire de CoroMill 415 avec Coromant EH afin de réduire les stocks d’outils
Résolution des problèmes
CoroMill 415 représente une véritable solution pour les applications ISO M et ISO S nécessitant un usinage à grande avance. Si la réduction du coût à la pièce est un argument pour les cadres et les techniciens, la facilité de manipulation des plaquettes offerte par l’interface de logement iLock sera appréciée par les opérateurs.
Pour les responsables des achats, le principal avantage de CoroMill 415, et non des moindres, est que cet outil permet potentiellement de réduire les stocks d’outils. En effet, grâce à son accouplement EH (tête interchangeable), il apporte plus de flexibilité. Avec Coromant EH, les fabricants peuvent accéder à une gamme étendue de têtes de fraisage carbure monobloc, de fraises à plaquettes indexables, de têtes d’alésage, d’adaptateurs machines intégrés et de queues afin de réduire leurs stocks d’outils. De plus, CoroMill 415 peut se combiner avec l’accouplement EH et des adaptateurs anti-vibratoires Silent Tools afin d’apporter un surcroît de fiabilité et un gain important de productivité lorsque des outils longs et minces sont nécessaires.
EQUIP’PROD • N° 102 septembre 2018