
Quand la différence stimule la performance…
MMC METAL FRANCE / CAP MÉCA
parPrincipalement dédiée à l’usinage de pièces aluminium et inox pour différents secteurs tels que l’aéronautique, Cap Méca, la filiale de Calip Group est implantée depuis 1994 à Argences, près de Caen (Calvados). Son usine circulaire est une invitation à « penser autrement la Mécanique » ; une des raisons pour lesquelles l’entreprise normande multiplie depuis une quinzaine d’années des applications avec le fabricant d’outils coupants MMC Métal France.

Site de CAP Méca (Argences)
Habituée à produire pour le compte de grands donneurs d’ordres de l’électronique, de l’énergie, de l’aéronautique, de l’optique et du médical, Cap Méca travaille la matière sous toutes ses formes : pièces de fonderie, matricées ou taillées dans la masse. Ici, la qualité des outils Mitsubishi Materials est appréciée depuis plus de quinze ans. Christophe Queval, le responsable outils pour tout l’atelier, soit une quinzaine de centres d’usinage, apprécie les visites régulières d’Arnaud Panaget, technico-commercial de MMC Metal France, filiale française du groupe Mitsubishi Materials. Leurs échanges sont constructifs quant aux possibilités offertes par la technologie des outils du carburier. Adepte de la veille technologique, Christophe Queval est le premier intéressé lorsqu’un nouveau produit arrive sur le marché. Ce fut le cas pour les fraises à embouts interchangeables de la gamme iMX.

De gauche à droite : Fabrice Bouquety, Marc Sevestre, Christophe Queval et Arnaud Panaget
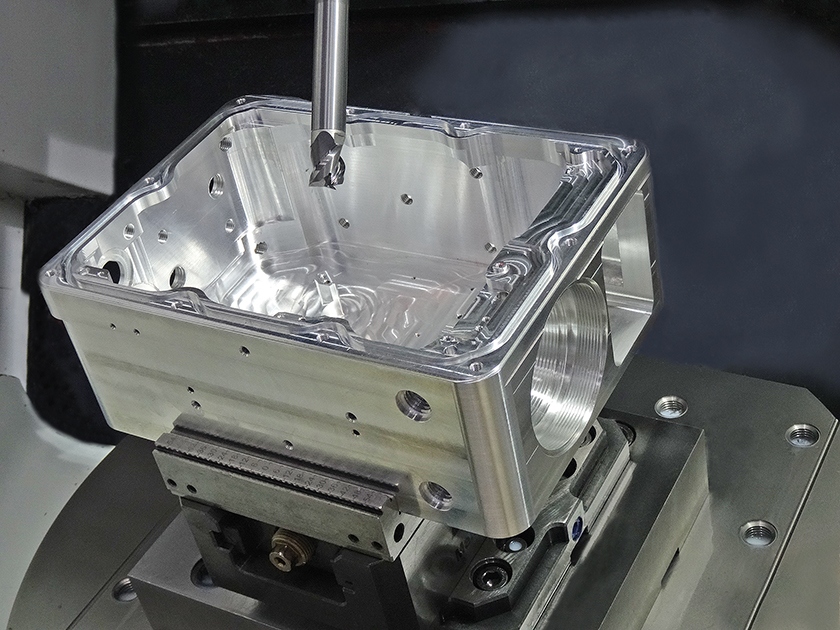
Dès la première présentation du produit iMX, Christophe Queval a montré son intérêt pour un concept qui remplace avantageusement les fraises carbure monobloc et leurs incontournables réaffutages. L’iMX pourrait devenir une solution innovante pour Cap Méca ; son embout interchangeable, sa connexion cône-face et son porte-outil en carbure monobloc doivent garantir une précision, une rigidité et une productivité optimales pour la réalisation de poches profondes, une opération que l’on exécute au quotidien dans l’atelier. Ensemble, Arnaud Panaget Christophe Queval ont imaginé les projets qui pourraient être concernés par cet outil dans l’atelier. Ils ont étudié un modèle de boîtier électronique produit en séries répétitives de 25 à 50 unités et réalisé à partir d’un bloc d’aluminium. Pour les applications d’ébauche, l’outil est utilisé en rainurage, contournage et trèflage dans d’importantes profondeurs avant les opérations de finition.

Vue d’ensemble de l’atelier d’usinage
Concilier les gains de productivité et la rentabilité économique
Avec l’appui de l’expertise de Franck Lebœuf, ingénieur d’application MMC Metal France, Arnaud Panaget a pu confirmer la parfaite adaptation des fraises iMX pour ce type d’usinage. Christophe Queval a suggéré d’apporter deux points d’évolution à l’outil standard du catalogue pour répondre à ses besoins : l’allongement de la hauteur de coupe afin de réduire le temps de parcours d’outil et l’intégration de l’arrosage au niveau de la goujure polie glacé, afin de favoriser le dégagement du copeau sur une hauteur importante. Franck Lebœuf a confirmé la faisabilité de ces adaptations.
Arnaud Panaget et Fabrice Bouquety, responsable régional MMC Metal France, ont étudié une solution pour produire de façon économique une série d’outils iMX « au standard modifié ». Ce challenge, Arnaud Panaget l’a relevé en proposant une solution d’usinage qui concilie les gains de productivité envisagés par Franck Lebœuf sans altérer la rentabilité économique de ces outils optimisés.
De retour chez Cap Méca, Arnaud Panaget a fait part de ces préconisations à son interlocuteur. Celui-ci a été séduit par cette recherche de perfectionnement de la « solution client ». Pleinement confiants avec cette proposition, les deux partenaires ont immédiatement lancé l’approvisionnement d’un lot complet de rallonges et d’embouts semi-standard iMX Ø 10 et 16 mm pour être opérationnels dans les meilleurs délais. L’intégration de ces outils sur une première machine a été suivie de très près par Christophe Queval. Il s’agit pour lui de bien prendre la mesure des qualités de cette famille d’outils afin d’optimiser les stratégies d’usinage. « Je dois définir le juste équilibre entre les gains de productivité et une usure modérée des embouts iMX ».
Usinage de pièce aéronautique en aluminium
Préconisations judicieuses du service technique de MMC Metal France
Une première évaluation a été effectuée pour un boîtier électronique réalisé à partir d’un bloc en alliage d’aluminium 7075. Le changement du processus d’usinage a conduit à une réduction de l’ordre de 40 minutes du temps de cycle par pièce, d’une durée initiale de 3h40. Dans le cas présent qui concerne le fraisage de minces parois, la qualité et la fiabilité en production ont également été améliorées. De par la géométrie variable de son hélice et de par son pas, la fraise iMX élimine les phénomènes vibratoires précédemment rencontrés et réduit le risque de rebuts. Les préconisations du service technique MMC Metal France se sont avérées judicieuses. L’augmentation de la hauteur de coupe a permis un haut débit matière en toute sécurité malgré des vitesses de coupe et d’avance plus importantes qu’en usinage traditionnel avec des fraises monobloc.
Depuis juillet 2016, de nombreuses références pièces sont produites avec des fraises à embouts interchangeables iMX, constate Christophe Queval. « Nous avons créé une bibliothèque complète de rallonges et d’outils iMX. Celle-ci constitue un standard pour notre service programmation qui dispose d’un nouveau référentiel de vitesses de coupe. En atelier, le changement d’embout sur les rallonges ne nécessite pas de préréglage. La liaison par un cône-face en carbure rectifié de l’embout iMX sur son porte-outil garantit la précision du positionnement et sa parfaite concentricité. Le travail de l’opérateur est facilité d’autant que la longévité des outils est bien supérieure aux fraises carbure monobloc précédemment utilisées ».

Pièce
Penser autrement la mécanique
L’arrivée des fraises iMX à embouts interchangeables de Mitsubishi Materials impacte sensiblement une part importante de la production, se félicite Marc Sevestre, Pdg de l’entreprise. « La fidélité de nos clients tient dans la reconnaissance de ce que nous sommes capables de leur apporter, à savoir des améliorations sur les produits et une meilleure productivité. » Et d’ajouter : « L’étude de Christophe Queval portant sur six mois de réalisation d’une référence produit a démontré une économie de 15 000 € avec une qualité augmentée. Ces améliorations que nous mettons en avant rassurent nos clients sur notre capacité à les accompagner dans l’étude et la réalisation de produits concurrentiels ».

Fraise à embout Imx
Le développement des savoir-faire et de la performance est la raison fondatrice de la société Calip Group. Née de l’alliance de deux industriels en mécanique de précision – Cap Group et MGF Grimaldi –, elle se donne les moyens de prolonger l’expertise au service du client. Un département R&D assure cette dynamique vers le futur. Il étudie entre autres les phénomènes de mémoire de la matière liés aux sollicitations en usinage et aux traitements de surface des cloisons étroites, l’optimisation des fabrications de composants en titane… « Voici notre projet d’entreprise « en action » pour penser autrement la mécanique et inscrire la qualité du produit dans son esthétique » résume Marc Sevestre, son promoteur.
N° 93 octobre 2017