
Punch Tap, le plus court chemin pour un taraudage
EMUGE-FRANKEN
parC’est une innovation de rupture dans le monde du taraudage ! En développant le Punch Tap avec le constructeur allemand Audi, Emuge-Franken a inventé un nouveau procédé d’usinage. Véritable révolution qui permet de tarauder un trou en seulement un demi-tour, ce nouveau produit sera dévoilé sur Industrie Lyon 2015.
|
|

Le Punch Tap candidat aux Trophées de l’innovationCandidat aux Trophées de l’innovation à l’occasion du salon Industrie Lyon 2015, dans la Catégorie « Productivité », le taraud Punch Tap sera officiellement lancé en France le 1er juin prochain. Ce nouvel outil innove dans les procédés d’usinage et présente de nombreux avantages : |
Exemple taraudage M6 sur 15mm de profondeur
Dans le cas d’une opération de taraudage standard à 15 tours, le temps d’usinage sur CU moderne sera de 2 secondes. Avec le Punch Tap, seul un ½ tour suffit et réduit le temps d’usinage à 0,5 seconde.
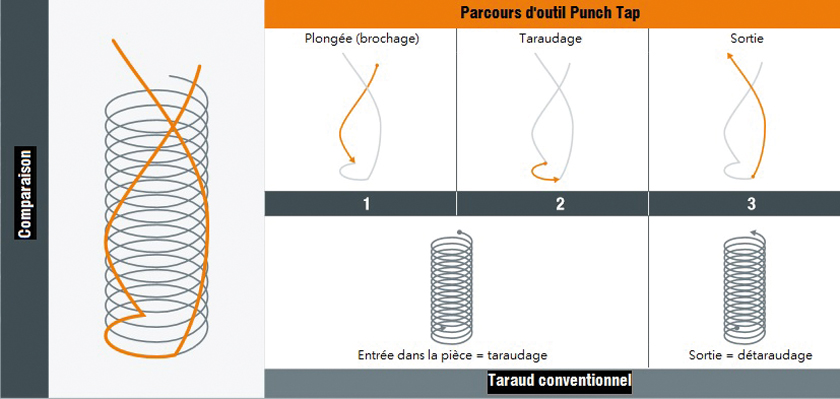
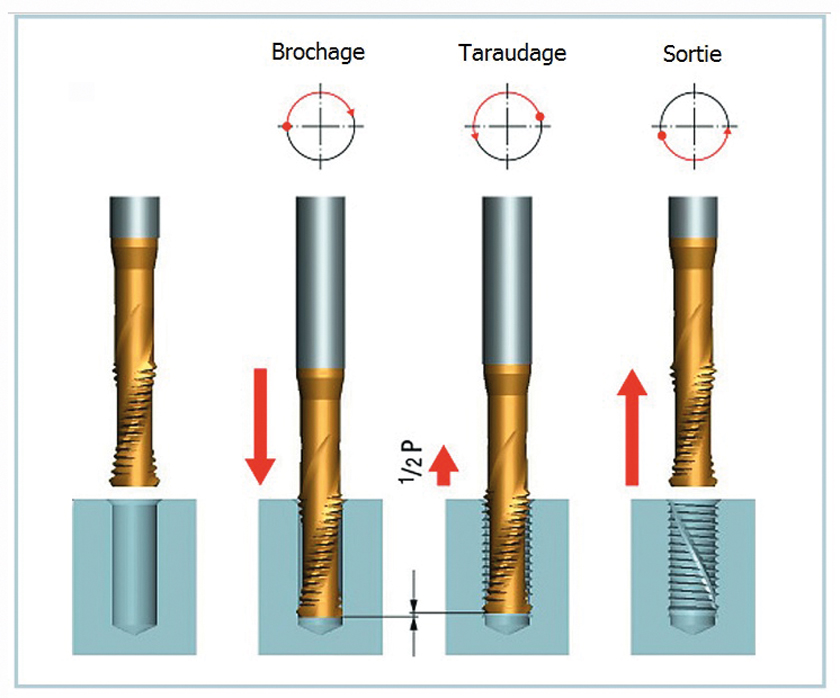
✓ Étape 1 : Plongée (brochage)
Le taraud plonge dans l’avant trou en brochage hélicoïdal. Les deux peignes, avec une forme spécifique, réalisent chacun une gorge. La première dent a une forme particulière pour protéger la partie arrière; c’est la première étape du processus.
✓ Étape 2 : Taraudage par déformation
Une fois que le taraud Punch Tap a atteint la profondeur totale, l’outil effectue une rotation de 180° dans le sens du détaraudage. Les peignes réalisent la hauteur totale du filet sur ½ tour.
✓ Étape 3 : Sortie
Le taraudage est réalisé et les 2 peignes sont en face des 2 gorges obtenues lors de l’entrée. Le taraud ressort sur ¼ de tour en repassant dans les rainures réalisées pendant l’opération de brochage hélicoïdal.
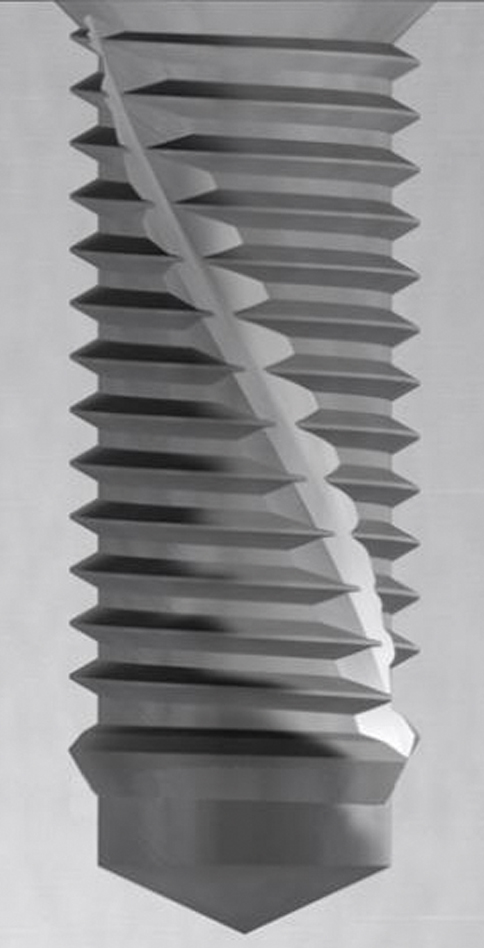
Le résultat est un taraudage avec 2 rainures hélicoïdales.
N° 63 février 2015