
La bonne nuance fait le bon outil : sélection des matériaux de coupe
ISCAR
parLes fabricants d’outils coupants produisent une multitude d’outils à partir de différents matériaux de coupe selon l’application souhaitée de l’outil. « Quelle matière est plus adaptée à mes besoins spécifiques ? Est-ce que la matière d’un fabricant est meilleure qu’une autre ? » Les clients se posent souvent ces questions lors de la sélection de l’outil ou de leur fournisseur d’outils coupants.

L’industrie fait appel aux groupes de matériaux de coupe suivants pour la production des outils coupants : l’acier rapide (ARS), le carbure fritté (métal dur, HM), la céramique, le cermet, ainsi que des matières ultra-dures comme le nitrure de bore cubique (CBN) ou le diamant polycristallin (PCD). Chaque groupe contient plusieurs types en son sein et on les qualifie de « nuances de matériaux de coupe » ou simplement de « nuances ».
Utilisation de la technologie SUMO TEC
Le SUMO TEC est un traitement post-revêtement spécifiquement développé par ISCAR afin d’améliorer à la fois des revêtements CVD et PVD. Avec les revêtements CVD, la différence des coefficients de dilatation thermique entre le substrat et les couches de revêtement produit des contraintes de tensions internes et des microfissures. Les revêtements PVD peuvent présenter des gouttelettes en surface. Ces facteurs affectent le revêtement et réduisent la durée de vie de la plaquette. Le traitement SUMO TEC a pour effet de lisser les surfaces revêtues et de réduire, voire supprimer, les défauts, minimisant ainsi les contraintes internes et les gouttelettes à la surface du revêtement.
 Classement des nuances
Classement des nuances
ISCAR a développé un système de caractérisation des matériaux de coupe avec des lettres désignant le groupe de matière et des chiffres représentant des codes d’identité. Lors du développement d’un nouvel outil (outil en carbure monobloc ou tête de coupe amovible), il convient de décider dans quelle nuance il sera produit. Les propriétés de la nuance et leur rapport dureté/ténacité seront les principaux paramètres à prendre en compte. De plus, la planification de la production ou encore la gestion efficace du stock d’outils nécessitent une analyse pratique plus en profondeur des avantages et des inconvénients des nuances de carbure proposées. Le choix d’une nuance est directement relié à la géométrie de coupe de l’outil, mais aussi à d’autres facteurs.
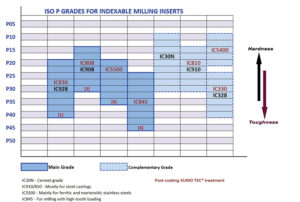
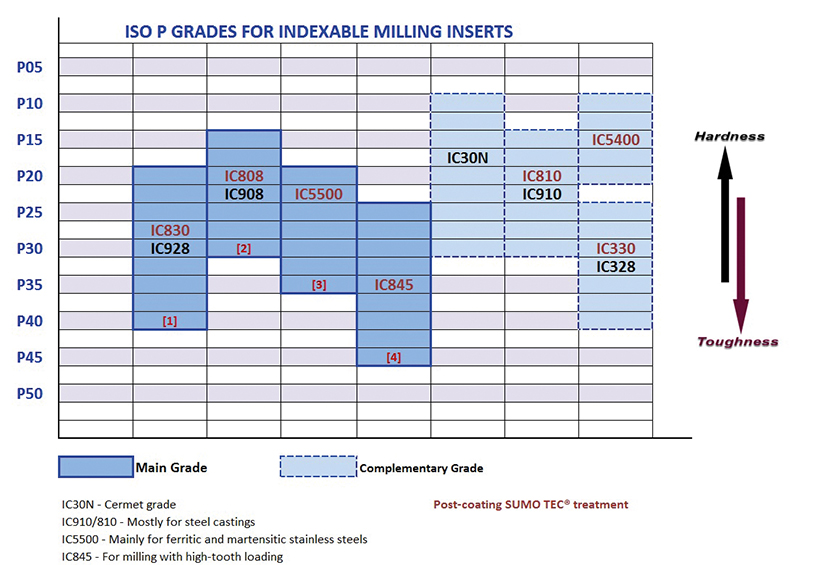
 ISCAR utilise des graphiques et des tableaux pour spécifier la plage d’utilisation par exemple des outils de fraisage (Ill. 1, 2) et propose les nuances adaptées pour les plaquettes de coupe dans les fraises à plaquettes, les fraises monoblocs et les têtes de fraisage monoblocs avec attachement Multi-Master. Le carburier caractérise les nuances comme principales ou complémentaires. Les nuances principales sont davantage recherchées dans l’usinage de certaines matières, mais des nuances complémentaires s’avèrent également efficaces dans certains cas.
ISCAR utilise des graphiques et des tableaux pour spécifier la plage d’utilisation par exemple des outils de fraisage (Ill. 1, 2) et propose les nuances adaptées pour les plaquettes de coupe dans les fraises à plaquettes, les fraises monoblocs et les têtes de fraisage monoblocs avec attachement Multi-Master. Le carburier caractérise les nuances comme principales ou complémentaires. Les nuances principales sont davantage recherchées dans l’usinage de certaines matières, mais des nuances complémentaires s’avèrent également efficaces dans certains cas.
Les tableaux proposent des informations synthétisées sur les applications de la nuance et les graphiques présentent « une carte applicative des nuances » en coordonnées des numéros de classification de la norme ISO 513. La priorisation est en général fournie de manière caractéristique et a pour objectif d’aider à sélectionner la nuance adaptée si l’application n’est pas assez détaillée. Le principe de base de la sélection de la nuance est de privilégier une nuance dure quand l’usure par abrasion prédomine et une nuance tenace en cas de contraintes mécaniques importantes pendant la coupe.
L’utilisation de tableaux récapitulatifs et de graphiques pour représenter les caractéristiques de performances des différents paramètres constitue un outil de sélection de nuance souvent privilégié par les fabricants d’outils coupants, malgré la multitude de solutions numériques disponibles aujourd’hui.
EQUIP’PROD • N° 104 décembre 2018