
Iscar, ou comment dire non aux vibrations dans l’usinage
ISCAR
parLes vibrations font souvent partie du processus d’usinage. Forcées ou auto-générées, elles sont inhérentes aux applications qui produisent des copeaux. Tout outil, le plus petit et probablement le plus basique soit-il, peut-il modifier considérablement les effets des vibrations sur une unité de fabrication ? Même si certains fabricants restent peu convaincus par le rôle des outils coupants dans la maîtrise des vibrations, il s’avère qu’un choix judicieux de fraise ou de foret peut tout simplement éliminer le phénomène vibratoire.

› Figure 1
Une géométrie d’outil appropriée rend la coupe douce et stable. La géométrie influence en effet fortement les fluctuations des efforts de coupe et l’évacuation des copeaux directement engendrés par les vibrations. De nombreuses solutions sont ainsi étudiées et développées par le département R&D d’Iscar.
Les plaquettes indexables, les têtes interchangeables et les outils en carbure monobloc Iscar possèdent des arêtes de coupe (segmentées ou ondulées) destinées à séparer les copeaux. Divisés en petits segments, ils améliorent le comportement dynamique de l’outil. En ébauche, les fraises hérissons permettent l’évacuation d’une grande quantité de matière dans des conditions lourdes. Les plaquettes indexables avec brise-copeaux sont capables de limiter les problèmes vibratoires générés par l’action cyclique d’efforts de coupe importants. Des fraises avec plaquettes rondes, atout considérable dans l’usinage de poches et de cavités (moules et matrices par exemple), sont généralement utilisées avec des grands porte-à-faux qui peuvent affecter la rigidité et la résistance de l’outil aux vibrations. Lorsque ce porte-à-faux est supérieur à 3xD, il peut provoquer un manque de stabilité dans l’usinage. Les plaquettes rondes segmentées sont alors recommandées et améliorent nettement la résistance de l’outil.
(Cf. Figure 1)
La gamme de fraises en bout en carbure monobloc CHATTERFREE d’Iscar a été conçue sur la base d’une méthode de contrôle du pas. Cette gamme propose un angle de pas différentiel combiné à un angle d’hélice variable, concept garantissant un fraisage sans vibration pour de multiples applications.
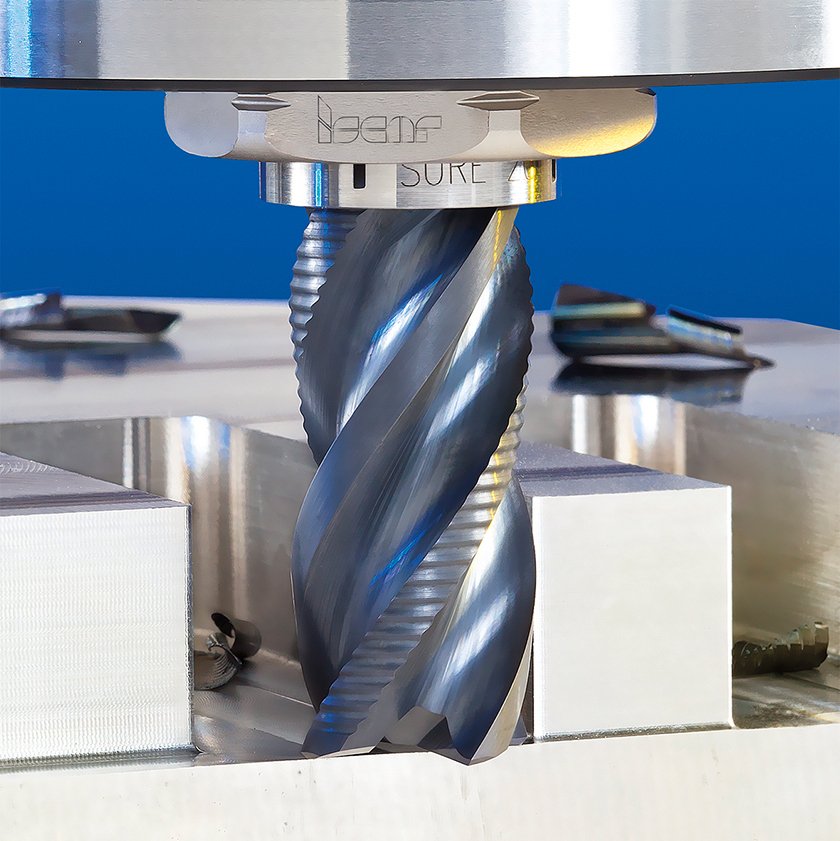
› Figure 2
La gamme de fraises en bout en carbure monobloc FINISHRED se caractérise par une géométrie de dentures avec brise-copeaux alternés couplée à des goujures à pas variable (Cf. Figure 2) qui réalisent une opération de finition selon des conditions d’usinage en ébauche. Les principes de géométrie de coupe anti-vibration, qui ont prouvé leur efficacité sur les fraises en carbure monobloc, ont été exploités dans la conception des têtes de fraisage multi-dents interchangeables Multi-Master fabriquées à partir de nuances carbures cémentées.
Perçage sans vibration
Les vibrations en perçage conduisent par ailleurs à un mauvais état de surface et à de multiples problèmes de précision. Dans la gamme de forets avec têtes carbures interchangeables SUMOCHAM, la conception à double listel des têtes QCP/ICP-2M augmente significativement la stabilité de l’outil.
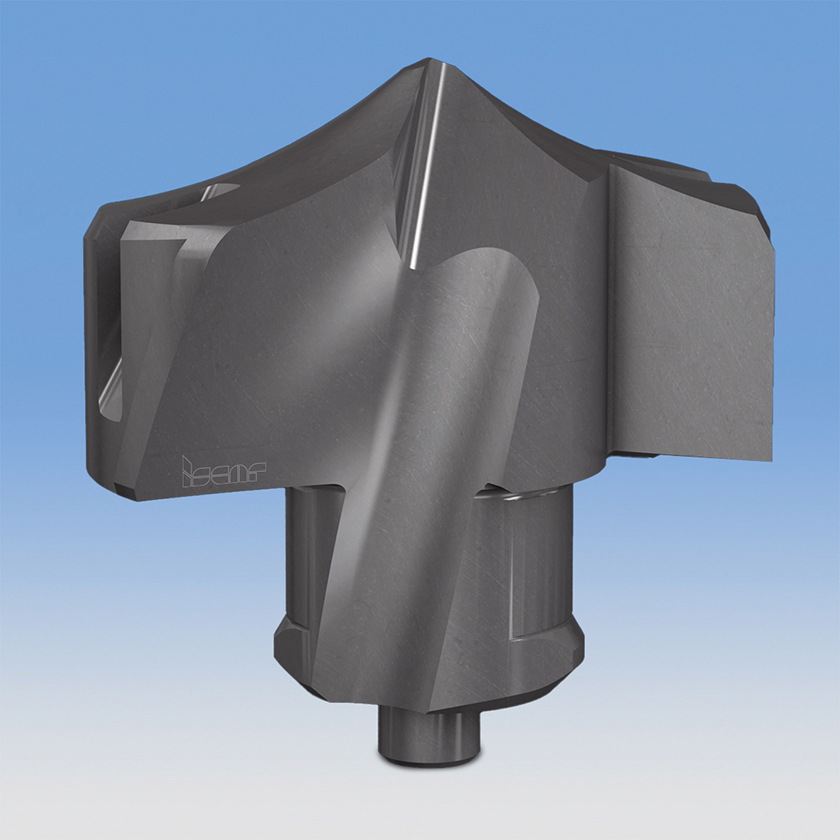
› Figure 3
La pénétration du foret dans la matière peut provoquer des vibrations et causer de sérieux dommages comme la casse de l’outil. La famille SUMOCHAM-IQ de têtes carbures interchangeables HCP (Cf. Figure 3) à monter sur les corps d’outils standard SUMOCHAM offre des capacités d’auto-centrage fiable. La clé réside en un profil concave peu commun pour la pointe de la tête qui rappelle la forme d’une pagode. Cette géométrie de coupe originale permet de réaliser des trous de qualité à des profondeurs jusqu’à 12xD, directement dans la matière sans pré-perçage.
On retrouve cette « Pagode Magique » sur une autre innovation d’Iscar : la famille de forets dernière génération avec têtes carbure interchangeables à 3 lèvres LOGIQ3CHAM qui garantit une productivité de haute qualité. Les corps d’outils en acier possèdent 3 goujures hélicoïdales qui tendent à affaiblir leur structure par comparaison aux forets à 2 goujures de même diamètre. La rigidité dynamique de l’outil est augmentée grâce à un angle d’hélice variable. Ce principe de conception associé à l’arête de coupe en forme de pagode offre un système anti-vibration robuste pour un perçage stable et hautement efficace.
Matériau du corps d’outil
Un outil de coupe assemblé comprend un corps et des éléments à monter comme des plaquettes indexables ou des têtes interchangeables. Choisir le bon matériau pour le corps offre une option supplémentaire pour la composition d’une structure d’outil sans vibration. La plupart des corps d’outils sont fabriqués dans des nuances en acier haute qualité pour lesquelles le comportement contrainte-déformation de la matière est similaire. Cependant, les ingénieurs ont, dans certains cas, identifié des alternatives de matières qui améliorent la résistance aux vibrations.
Les Multi-Master, gamme Iscar d’outils rotatifs avec têtes interchangeables, proposent une grande variété de queues produites en acier, en carbure de tungstène ou en métal lourd. L’acier est le matériau le plus polyvalent. Le carbure de tungstène, avec son module d’Young important, présente une conception très rigide ; les corps en carbure sont essentiellement utilisés pour le fraisage en finition avec de grands porte-à-faux et l’usinage de gorges circonférentielles intérieures précises. Le métal lourd, un alliage contenant au moins 90% de tungstène, est caractérisé par des propriétés d’absorption des vibrations ; les queues en métal lourd sont ainsi recommandées pour les opérations légères à moyennes dans des conditions instables.
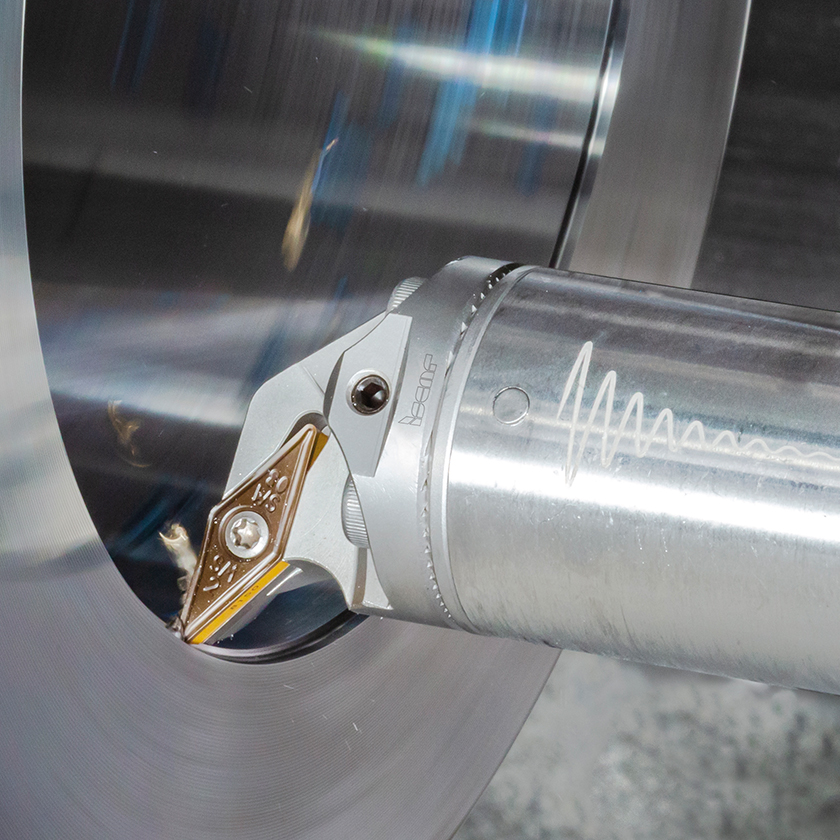
› Figure 4
Outils anti-vibration pour l’alésage
L’outil type pour les opérations d’alésage ou de copiage comprend une barre sur laquelle est montée une plaquette ou un adaptateur accueillant une plaquette. La barre est le facteur principal du comportement dynamique d’un outil. Sa rigidité est fonction du ratio porte-à-faux par rapport au diamètre. Les grands ratios peuvent provoquer une déviation et la vibration de l’outil, affectant la précision de l’usinage et l’état de surface. Iscar a développé trois types de barres d’alésage pour couvrir un maximum d’applications : deux barres monoblocs (en acier et carbure monobloc) et une version assemblée comprenant un système anti-vibratoire intégré.
Les barres en acier garantissent un usinage stable avec un porte-à-faux jusqu’à 4xD. Dépasser cette valeur peut engendrer des vibrations dues aux caractéristiques d’élasticité de l’acier. Remplacer la barre en acier par une barre en carbure monobloc plus rigide assure un alésage efficace et sans vibration avec un porte-à-faux jusqu’à 7xD. Cependant, la profondeur d’alésage ne peut être augmentée que dans la limite imposée par le comportement contrainte-déformation du matériau. Afin d’éliminer cette barrière, Iscar a développé la gamme de barres cylindriques anti-vibration ISOTURN WHISPERLINE. Elles accueillent des têtes d’alésage interchangeables pour plaquettes indexables de différentes géométries et sont dotées de canaux d’arrosage internes. Le principal élément de la conception de la barre est un mécanisme anti-vibratoire intégré qui agit en direct pendant l’usinage, ce qui permet un alésage efficace avec un porte-à-faux de 7 à 14xD (Cf. Figure 4).
Ce système est également utilisé sur les outils Iscar de tronçonnage et gorges profondes. Il a été inséré dans la lame, sous le logement de la plaquette. Chaque lame est pré-calibrée par Iscar pour des performances optimales dans une grande variété de porte-à-faux. L’utilisateur final peut cependant personnaliser le calibrage si nécessaire.
EQUIP’PROD • N° 115 février 2020