
Horn aide le fabricant de pièces pour les dispositifs médicaux Brecht à relever ses défis en temps de crise sanitaire
HORN FRANCE / BRECHT
parAlors que l’Allemand Brecht était confronté à des problèmes de plongée sur les ailettes de refroidissement d’une pompe avec échangeur thermique en aluminium pour un appareil d’ECMO (oxygénation par membrane extra-corporelle), l’entreprise a reçu l’aide de Horn afin de résoudre ses problèmes de copeaux et de formation d’arêtes rapportées.
 « Le matériau utilisé est un alliage d’aluminium doté d’une petite part de silicium, difficile à usiner à cause des longs copeaux et des arêtes rapportées qui se forment, explique Gordian Hellstern, le gérant de Brecht, détaillant le problème survenu lors de la plongée des ailettes de refroidissement. Nous devions gérer les longs copeaux, mais aussi des vibrations importantes. L’avancement était fortement ralenti. Le processus d’usinage n’était pas sûr et devait être sous surveillance permanente ». La situation actuelle, causée par la crise du coronavirus, a augmenté les commandes de boîtiers de pompes.
« Le matériau utilisé est un alliage d’aluminium doté d’une petite part de silicium, difficile à usiner à cause des longs copeaux et des arêtes rapportées qui se forment, explique Gordian Hellstern, le gérant de Brecht, détaillant le problème survenu lors de la plongée des ailettes de refroidissement. Nous devions gérer les longs copeaux, mais aussi des vibrations importantes. L’avancement était fortement ralenti. Le processus d’usinage n’était pas sûr et devait être sous surveillance permanente ». La situation actuelle, causée par la crise du coronavirus, a augmenté les commandes de boîtiers de pompes.
L’objectif est de construire autant de machines que possible afin de pouvoir soigner le plus grand nombre de personnes en cas de crise et d’augmenter les limites de capacité des soins intensifs. Gordian Hellstern a rapidement réagi et contacté le directeur du développement de Horn, Matthias Luik ; celui-ci raconte : « en une journée, Gordian Hellstern nous a décrit son problème et nous a fourni des matériaux de test pour réaliser des essais d’usinage. Nous avons pu commencer les essais dans notre centre de test dès le lendemain matin ». Le travail se focalisait sur le réglage des paramètres de coupe, la géométrie de coupe et celle des copeaux ainsi que sur le refroidissement ciblé de la zone de cisaillement des copeaux.
La qualité de surface doit répondre à des exigences importantes en technologie médicale, car il s’agit d’éléments visibles. Les tolérances de fabrication des pièces relèvent donc du centième.
Géométrie de coupe et alimentation en lubrifiant de coupe interne
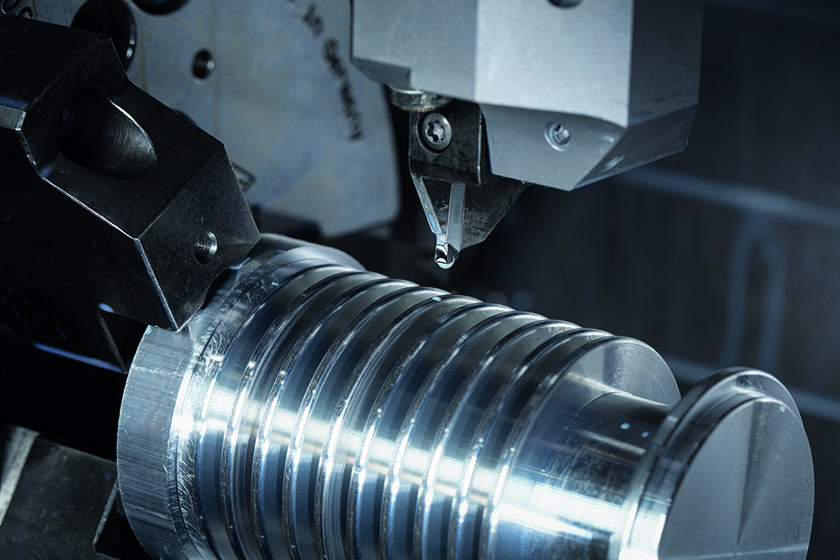
 Afin de résoudre le problème, les ingénieurs Horn se sont reposés sur le système de gorge S224 avec géométrie de coupe FY et WA. Les plaquettes de coupe sont logées dans des supports de base avec une cassette de serrage et une alimentation en lubrifiant interne grâce au doigt de serrage ainsi qu’au support. « Pour la géométrie FY, nous utilisons des matériaux en acier inoxydable et à copeaux longs. Elle est également efficace pour les alliages d’aluminium », déclare Matthias Luik. Avec cette géométrie, les ailettes de refroidissement et la gorge large sont ébauchées. La forme de la géométrie assure une fragmentation contrôlée des copeaux et la pression du fluide de refroidissement empêche les copeaux de fondre sur la surface de coupe.
Afin de résoudre le problème, les ingénieurs Horn se sont reposés sur le système de gorge S224 avec géométrie de coupe FY et WA. Les plaquettes de coupe sont logées dans des supports de base avec une cassette de serrage et une alimentation en lubrifiant interne grâce au doigt de serrage ainsi qu’au support. « Pour la géométrie FY, nous utilisons des matériaux en acier inoxydable et à copeaux longs. Elle est également efficace pour les alliages d’aluminium », déclare Matthias Luik. Avec cette géométrie, les ailettes de refroidissement et la gorge large sont ébauchées. La forme de la géométrie assure une fragmentation contrôlée des copeaux et la pression du fluide de refroidissement empêche les copeaux de fondre sur la surface de coupe.
La géométrie spéciale aluminium offre une excellente qualité de surface des pièces lors de la finition des gorges. Elle agit contre la formation d’arêtes rapportées et génère des copeaux en spirale de petite taille, ce qui garantit un bon contrôle des copeaux et une sécurité de process élevée. Le rétrécissement adapté des copeaux lors de la plongée permet d’éviter les détériorations au niveau des flancs, et ainsi d’obtenir une qualité de surface élevée. Pour des conditions d’usinage optimales, Horn recommande des porte-plaquettes avec arrosage intérieur, notamment via le doigt de serrage. Le refroidissement intégré agit ainsi directement dans la zone de coupe, participant à l’amélioration de la sécurité du processus.
« En quelques jours, Horn a réalisé divers essais dans son centre de test avec différents lots de matériaux et développé la stratégie de plongée adaptée pour cette tâche d’usinage de gorges, souligne Gordian Hellstern. Horn était immédiatement prêt à nous aider avec des essais d’usinage et nous a fourni en quelques jours des résultats qui nous ont grandement aidés ».
EQUIP PROD • N°125 Février/Mars 2021