
Évolution des tendances dans le domaine des outils coupants
WALTER TOOLS
parLa tendance actuelle est aux nouveaux alliages aluminium-lithium légers. Ces matériaux remplacent rapidement les outils conventionnels, d’où la demande croissante d’outils à hautes performances spécialement conçus pour cette gamme d’applications.

Des pièces, des outils de fraisage, des machines et des systèmes CAD/CAM spécifiques sont requis pour appliquer une stratégie de fraisage dynamique.
Selon la géométrie des composants, de nombreuses poches doivent être fraisées afin d’assurer la stabilité et réduire le poids. La fabrication, de manière économique, de composants de qualité nécessite un usinage à l’aide de procédés à haute vitesse (HSC) impliquant des vitesses de coupe allant jusqu’à 3 000 m/min. Des valeurs de coupe trop faibles engendrent des formations d’arêtes rapportées sur le tranchant entraînant une usure rapide et de fréquents changements d’outils. Les opérateurs spécialisés dans l’aluminium ont donc de bonnes raisons d’exiger des conditions de coupe et des durées de vie supérieures à la moyenne, ainsi qu’une fiabilité de process élevée.
Avec la conception de fraise de ramping M2131, les équipes de Walter AG ont montré comment procéder avec des exigences si complexes. La fraise à 90° est équipée d’une nouvelle sorte de plaquettes avec la désignation de nuance WNN15. Celle-ci dispose d’un nouveau revêtement PVD, fabriqué selon la méthode HIPIMS. Le terme HIPIMS signifie « High Power Impulse Magnetron Sputtering », une technologie reposant sur la pulvérisation cathodique magnétron. La particularité du processus de revêtement physique est de produire un revêtement PVD extrêmement dense et lisse, ce qui réduit considérablement le frottement et la tendance à générer des formations d’arêtes rapportées. Cette méthode augmente la stabilité de l’arête et assure une résistance à l’usure, facilitant ainsi un taux d’enlèvement de métal maximal. Les tests en situation ont confirmé les avantages notables des plaquettes HIPIMS par rapport aux types standard. Des augmentations de la durée de vie de l’outil allant jusqu’à 200% ont été réalisées.
Fraisage dynamique, une stratégie de fraisage axée sur l’efficacité
De nombreux secteurs, en particulier la sous-traitance, sont sous pression pour fournir une fiabilité accrue des process tout en réduisant les temps d’usinage à moindre coût et avec la même qualité. Les exigences de qualité de surface et de stabilité dimensionnelle augmentent au même rythme que les exigences de fiabilité des process et de rentabilité. Il existe un besoin croissant de matériaux légers ou résistants à la chaleur mais ces matériaux (groupes ISO M et ISO S) sont souvent difficiles à usiner en raison de leurs propriétés.
Le fraisage dynamique fournit une solution dans ce domaine, offrant à la fois productivité et fiabilité des process, ce qui explique que de plus en plus d’usineurs s’appuient sur cette méthode.
La fraise à surfacer-dresser Walter Xtra·tec XT est utilisable dans toutes les situations de dressage- surfaçage et ce dans la plupart des groupes matières.
Le fraisage avec « Xtended Technology »
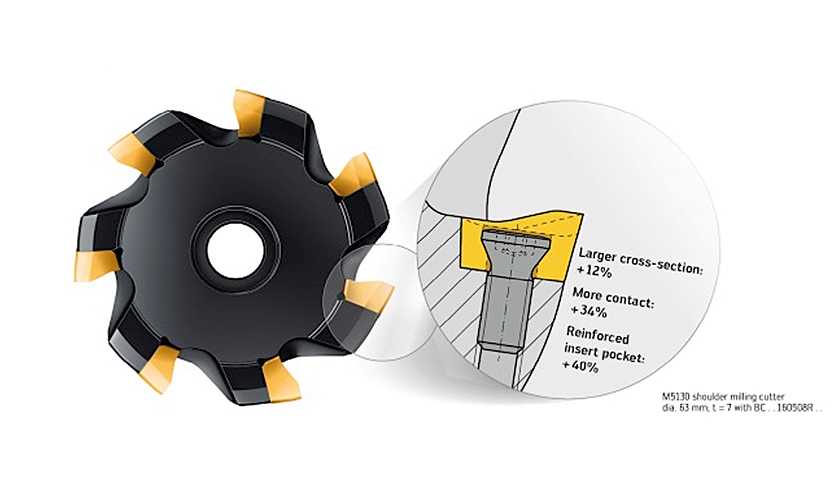
Walter a récemment montré le potentiel de la nouvelle génération de fraises Xtra·tec XT. Celles-ci combinent des améliorations de conception avec des matériaux d’outils de coupe hautes performances pour une augmentation de la productivité et de la fiabilité des process. La caractéristique de conception la plus frappante est le positionnement des plaquettes, avec une plus grande inclinaison et une plus grande surface de contact. Cela réduit la pression de surface dans le siège de la plaquette tout en augmentant la stabilité.
La plus grande section transversale du trou de fixation stabilise la plaquette et les vis plus longues la maintiennent en place de manière plus sûre. Le corps a aussi été renforcé avec beaucoup plus de matière à l’arrière du logement de la plaquette. La position spéciale des plaquettes permet également l’ajout de dents supplémentaires et la forme précise à 90° de la fraise à épaulement permet de réduire le nombre d’opérations de finition. De plus, les vis de serrage sont plus accessibles.
Sur la fraise à surfacer M5009, de plus petites plaquettes peuvent être montées suivant la tendance de la réduction des surépaisseurs d’usinage. La fraise M5009 combine de faibles profondeurs de coupe avec les avantages économiques des plaquettes double face, soit huit arêtes de coupe utilisables. Grâce à ces arêtes de coupe, ainsi qu’à un nombre réduit d’opérations de finition, la fraise atteint une efficacité record.
EQUIP’PROD • N° 114 Décembre 2019