
Des solutions d’usinage pour faire face à l’électrification de l’industrie automobile
ISCAR
parL’industrie automobile a déjà commencé son évolution dans cette direction, en se concentrant sur la production de batteries électriques, et en utilisant les solutions et technologies avancées d’ISCAR développées pour un avenir plus propre, plus vert et plus sain.
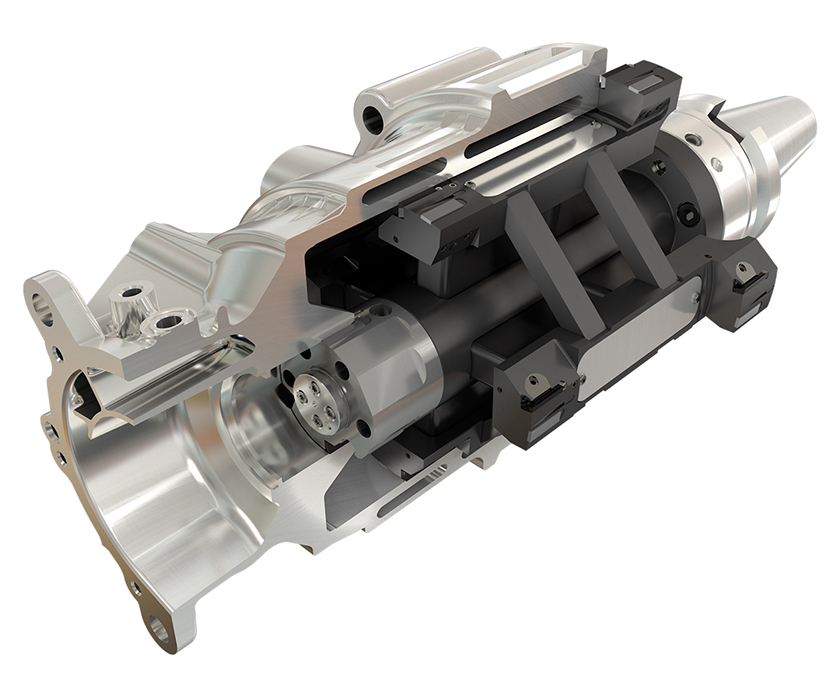
>> L’opération la plus délicate dans l’usinage d’un carter de stator en aluminium reste l’alésage du diamètre principal.
L’un des principaux composants d’un moteur électrique est le carter du stator en aluminium. Une approche spécifique est nécessaire pour atteindre les objectifs recherchés : légèreté, durabilité, ductilité, état de surface et précision, ainsi que les tolérances de géométrie. Les formes partiellement creuses représentent un défi supplémentaire et maintenir les efforts de coupe est primordial pour répondre aux exigences de rugosité et de cylindricité. ISCAR propose une solution complète qui préconise la réalisation des applications économiques sur un centre d’usinage plutôt que sur un tour plus coûteux. L’objectif est de réduire les taux de rebut et d’atteindre un ratio CPK optimal*.
L’opération la plus délicate dans l’usinage d’un carter de stator en aluminium reste l’alésage du diamètre principal. Compte tenu de l’utilisation de plus en plus courante des machines de faible puissance, le grand diamètre d’outil et l’important porte-à-faux imposent des développements ingénieux afin de minimiser le poids et la charge de la broche tout en conservant une rigidité maximum. Les matériaux exotiques tels que le titane ou la fibre de carbone sont utilisés dans la fabrication des corps d’outils comme dans la conception des châssis soudés. L’utilisation de la méthode des éléments finis contribue à résoudre de nombreux obstacles liés aux applications difficiles grâce à la prise en compte de nombreux paramètres tels que les efforts de coupe, la zone de déplacement pendant l’usinage, la fréquence naturelle et la déformation maximum.
À l’inverse du moteur thermique, le moteur électrique génère un couple maximum dès sa mise en route, éliminant une transmission complexe. Un embrayage simple, situé entre le carter du stator et le carter d’embrayage, suffit pour un véhicule électrique medium. Pour maintenir la concentricité entre les assises de roulement du stator et le carter d’engrenage, l’opération d’alésage doit être efficace dans la même séquence. ISCAR a ainsi développé un outil d’alésage type « push & pull » avec lames PCD réglables pour stabiliser les tolérances géométriques exigées dans les différents diamètres intérieurs de la pièce en aluminium.
Tournage du rotor et perçage du boîtier de batterie
Le rotor est composé d’une succession de plaques d’acier empilées. Les couches stratifiées sont préférées au corps monobloc pour limiter les pertes. La surface doit être totalement exempte de copeaux, d’huile, d’eau, de poussière ou d’impuretés, expulsés uniquement grâce à un flux d’air. Ce processus est un réel défi compte tenu de la chaleur générée sur la zone de coupe et des fragments de copeaux collant à la surface. Les exigences en termes de finition dans le tournage en coupe interrompue restent strictes. ISCAR a développé un outil avec canaux d’arrosage situés sur le dessus et le dessous de l’arête pour refroidir et souffler les copeaux. Les deux plaquettes rondes sont dédiées aux opérations de semi-finition et finition générant un excellent état de surface.
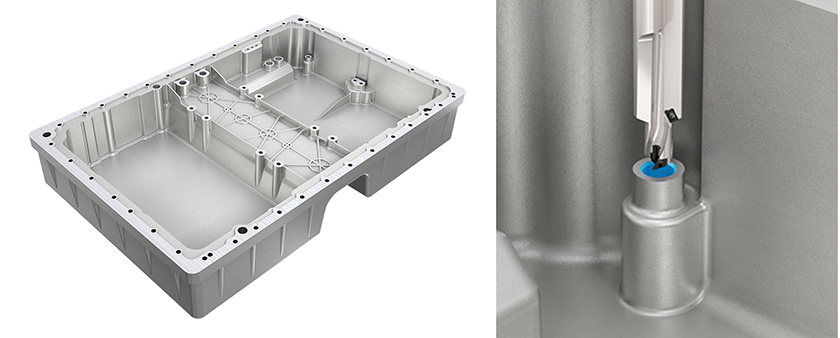
>> Perçage du boîtier de batterie.
Enfin, concernant le boîtier de batterie, compte tenu du volume et du poids des pièces à usiner, certains constructeurs se sont tournés vers l’utilisation du CFRP. ISCAR propose une grande variété de solutions économiques et productives pour l’usinage de l’aluminium et du CFRP. La gamme de têtes de perçage interchangeables SUMOCHAM comprend par exemple une multitude de géométries dédiées à ces types de matériaux. Les têtes ICN pour l’aluminium sont dotées d’une arête vive et d’un angle de coupe poli. Les têtes ICG sont équipées d’un brise-copeaux pour une meilleure évacuation des copeaux dans les grands porte-à-faux. La géométrie ICF disponible avec un revêtement diamant et utilisée pour le CFRP a été conçue pour éliminer les problèmes rencontrés, et notamment le délaminage.
* (Indice de capacité de process : capacité du fabricant à produire des pièces dans la tolérance requise)
EQUIP PROD • N°142 Mars 2023