
Des processus fiables dans la fabrication de moules et de matrices
WALTER
parLes outils coupants dont la qualité améliore sensiblement la fiabilité du process constituent un investissement rentable, en particulier dans la fabrication de moules et de matrices, même avec de petites quantités. Il n’est pas facile de faire le bon choix en fonction des exigences et des conditions de production. Cependant, grâce à un réseau d’experts, Walter le spécialiste de l’usinage offre à ses clients un soutien complet.

>> Exemples d’applications de Walter tools (Image : Walter AG)
Les clients de Walter peuvent dans certains cas améliorer considérablement la fiabilité et la rentabilité de leurs process, notamment dans les applications problématiques telles que le perçage de trous profonds ou le travail de matériaux extrêmement fragiles. Non seulement les utilisateurs bénéficient de l’expertise de plus de 100 ans de l’entreprise en matière d’usinage, mais Walter développe et produit aussi, en interne, la plupart des matériaux, géométries et revêtements des outils de coupe. Ses ingénieurs expérimentés peuvent trouver une solution rapidement, même pour les applications particulièrement complexes.
De plus, les outils spéciaux de Walter sont généralement fabriqués en seulement deux à trois semaines, ce qui permet de faire face à des délais de livraison serrés et à des changements à court terme.
Perçage de trous profonds et production de filetages internes
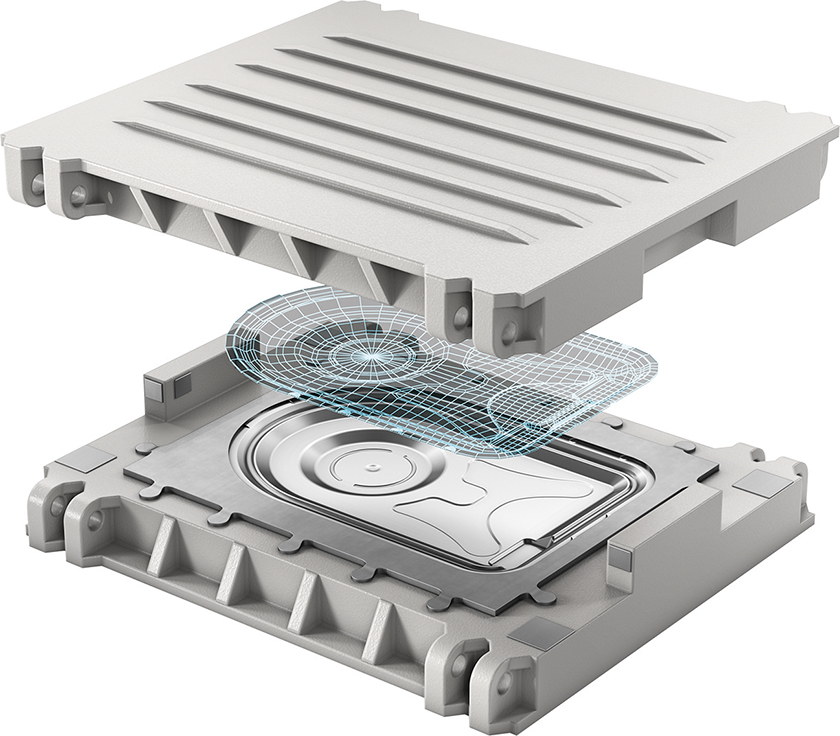
>> Exemple de panneau arrière d’une machine à laver (Image : Walter AG)
Le perçage de trous profonds est l’une des opérations les plus difficiles réalisées dans la fabrication de moules d’injection et en particulier de points de pivot, sur lesquels sont ensuite montés des moules à plusieurs composants. De nombreux clients de Walter ont connu le succès dans cette application en utilisant le Walter DC 170 Supreme comme foret pilote et comme outil de forage de trous profonds jusqu’à 30 x DC.
La conception inhabituelle de ses listels permet d’obtenir une masse de carbure directement derrière le bec, c’est-à-dire là où se produisent les plus grands efforts de coupe et la plus haute température. La stabilité du foret est ainsi augmentée précisément dans la zone qui assure la productivité. Même dans le cas de sorties inclinées ou de trous transversaux, lorsque des charges mécaniques particulièrement élevées sont imposées au foret, le Walter DC170 assure un fonctionnement fiable.
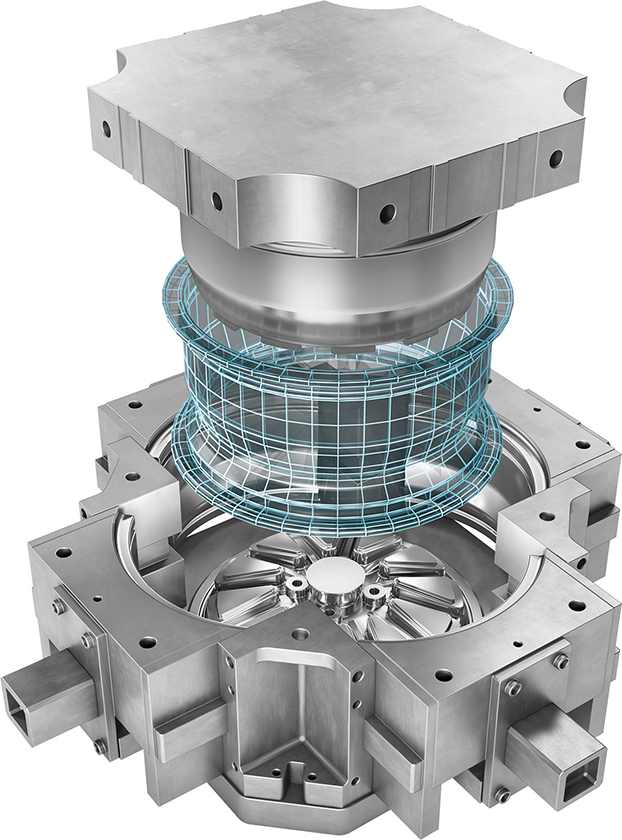
>> Exemple de production de jantes.
(Image : Walter AG)
Les listels situés radialement dissipent l’augmentation de température créée par l’opération de coupe dans le copeau ; mais il y a aussi la résistance thermique élevée du substrat du foret et du revêtement : le carbure peut supporter des températures plus élevées que les forets conventionnels, tandis que le revêtement TiAIN/AICrN (grade : WJ30EJ) augmente encore la dureté à chaud du foret. L’orientation spéciale des listels sur le foret le maintient dans l’axe en permanence, réduisant ainsi les vibrations au minimum. Il en résulte des trous percés avec une précision dimensionnelle et une qualité de surface particulièrement élevées par rapport à une méthode conventionnelle.
Les raccords ensuite utilisés pour connecter les canaux de refroidissement à la machine doivent souvent être insérés dans le même matériau trempé. La fraise à percer-fileter orbitale TC685 Supreme de Walter permet d’obtenir une plus grande fiabilité du processus et une durée de vie d’outil plus élevée. L’avant-trou et le filetage, ainsi que le chanfrein si nécessaire, sont produits en une seule opération. La géométrie de fraisage sur la face de coupe génère des forces stabilisantes dans la direction axiale. Cela améliore la stabilité lors du fraisage et réduit la déviation, réduit le besoin de corrections de rayon et ralentit considérablement l’usure de l’outil. L’angle d’hélice de 15° et l’arrosage interne garantissent une évacuation fiable des copeaux. Cela permet d’usiner de manière fiable les aciers les plus durs et les filetages profonds.
EQUIP PROD • N°140 Le Guide des Nuances de Coupe 2022