
Des nouveautés majeures pour les usineurs de pièces aéronautiques
HORN
parLe fabricant d’outils poursuit le développement de son offre dans le secteur aéronautique avec l’annonce de nouvelles solutions, à commencer par S224 IK, un système de plongée adapté au titane et aux matériaux à base de nickel.

› S224 IK, un système de plongée adapté au titane
et aux matériaux à base de nickel.
Les matériaux utilisés dans la construction aéronautique doivent offrir une résistance maximale pour un poids le plus réduit possible. Des matériaux high-tech sont utilisés, comme le titane ou des aciers à haute rigidité, mais aussi des alliages à base de nickel et de magnésium et des superalliages pour les applications à haute température. La plupart de ces matériaux sont difficilement usinables. L’adaptation de la géométrie de coupe, du substrat et du revêtement permet à l’outil d’opposer une forte résistance à l’usure générée par les matériaux. Avec ses clients du secteur aéronautique, Horn développe de nouvelles technologies, stratégies et process de fabrication afin de réaliser une production précise, rapide et rentable.
Les outils de plongée IK avec alimentation en fluide de coupe par la plaquette de coupe sont adaptés à tous les processus de copiage et de plongée sur du titane et des matériaux à base de nickel. Grâce à une technologie de système ciblée, le fluide de coupe est conduit directement sur le tranchant et le brise-copeaux pour assurer de bonnes conditions d’usinage sur la zone d’action. Le jet de fluide de coupe aide au façonnage des copeaux, diminue le risque d’accumulation de copeaux ainsi que la formation d’arêtes rapportées et d’éclats sur l’arête de coupe. Par rapport aux refroidissements courants, les paramètres de coupe applicables sont plus élevés. S224 IK assure des processus d’usinage de titane et d’Inconel plus efficaces, sûrs et économiques.
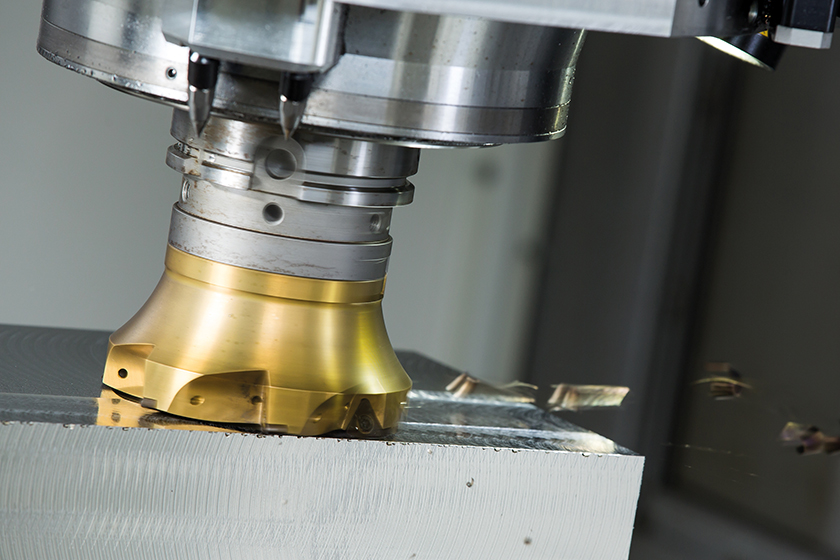
› Système de fraise grande avance DAH62
Fraise grande avance DAH62 pour l’usinage d’ébauches et système d’alésage de haute précision
La géométrie de coupe, le substrat et le revêtement se conjuguent idéalement pour faire de la DAH62 un outil de fraisage d’avance rapide et performant destiné à l’usinage d’ébauches.
La plaquette de coupe et le design du support d’outil permettent l’usinage de titane et d’acier inoxydable. La géométrie de coupe spécifique permet une plongée rapide et une coupe tendre. En un temps réduit, il est possible d’enlever de grands volumes de copeaux avec une longévité des outils accrue. Dans de nombreux domaines d’application, DAH62 permet de réduire significativement les temps d’usinage et d’augmenter la productivité.
Pour les alésages en superfinition de Ø 11,9 à 140,6 mm, le système d’outils DR atteint une précision axiale réglable de ≤ 3 μm. Les avantages sont nombreux pour des applications dans les industries aéronautique et spatiale : avances rapides, maniement aisé, réglage axial, répétabilité élevée lors des changements de plaquette, grand choix de matériaux de coupe, revêtements et géométries. Le design permet un nombre de dents supérieur à celui des alésoirs conventionnels avec des diamètres supérieurs à 11,9 mm. Avec un fonctionnement fiable et avantageux à la clé, il est ainsi possible d’obtenir une superfinition des surfaces, une meilleure cylindricité et circularité.
EQUIP’PROD • N° 110 mai 2019