
Considérer les outils coupants comme un levier de compétitivité
Tungaloy / CMB
parImplantée dans l’Ariège, dans l’un des bassins français de l’aéronautique, la société CMB n’a pas hésité à prendre des virages stratégiques à 180 degrés. Pour se faire une place dans un marché très concurrentiel, l’entreprise a dû fortement investir, autant dans les machines que dans les outils coupants avec Tungaloy devenu pour CMB un partenaire incontournable.

Partie de l’atelier dans laquelle « trône » l’aléseuse CN TX3S de Juaristi
Avant d’être un spécialiste de la mécanique très présent dans le marché de l’aéronautique, Construction Mécanique Badimon (CMB) a vu le jour en 1980 en tant que spécialiste de la maintenance de machines textiles. Rien de très étonnant pour cette ville de l’Ariège – Lavelanet –, dernier berceau d’une activité alors vouée à vite disparaître. C’est alors que Jean Badimon orienta CMB vers le ferroviaire. Cependant, le vrai tournant de l’entreprise date du début des années 90 (au cours desquelles le fils du fondateur, Christophe Badimon, en a pris les rênes).
C’est alors que s’amorce une véritable diversification vers de nouveaux secteurs : l’aéronautique et la pétrochimie, les machines d’usinage ou agricoles, le médical, le militaire sans oublier le sport. Puis, afin de faire face à la crise de 2006-2008, un virage s’opère vers les pièces unitaires et très spéciales, destinées à 65% à l’aéronautique. « En proposant de l’outillage spécial et en ayant la capacité de répondre très rapidement aux demandes de nos clients, nous avons pu nous imposer dans un secteur exigent. », déclare Cédric Mourereau, responsable Méthode et chef d’atelier. La spécialité de CMB : l’outillage de matriçage et d’estampage, l’outillage de traitement thermique ou de forme (queue d’aronde, bride, clavette…). De la grosse pièce en somme, taillée dans la masse, que ce soit en acier traité, en inconel ou encore en titane ou en waspalloy.

De gauche à droite :
Pierre Lacaze (Necmo),
Arnault Claveau et
Cédric Mourereau
Aller toujours plus vite
Dans l’atelier de production, un mot d’ordre : la rapidité. « Nous devons à tout prix livrer le produit le vite possible, qu’il s’agisse d’une pièce neuve ou d’une pièce de rechange, explique Cédric Mourereau. Dans le domaine de l’outillage, notamment pour les nouveaux projets, nous nous devons d’être très réactifs avec nos clients afin qu’ils puissent à leur tour travailler immédiatement avec leur clientèle. Or, le problème des grosses pièces vient principalement des délais de livraison de la matière ». Le patron de la production de CMB doit donc activer plusieurs leviers : les machines, la programmation (CMB travaille sur Catia et NCSimul) et les outils coupants, sans oublier la métrologie. Concernant le parc machines-outils, CMB investit régulièrement dans d’importants centres d’usinage universels pour pièces de grandes dimensions, à l’exemple de la TX3S de la marque basque Juaristi. Munie d’une tête 5 axes et capable de supporter des pièces de 8 tonnes, cette aléseuse très modulaire fait preuve d’une rectitude et d’un parallélisme impressionnants (gérés par un collimateur électronique) assurant ainsi une précision de positionnement et de répétitivité hors du commun. Autre centre d’usinage significatif : le ZVH58 L3000 d’une autre marque basque, Ibarmia. Dotée d’un montant mobile à tête tournante, cette machine ergonomique permet d’usiner en simultané, sur 5 axes, tout type de pièces. « Nous recherchions une machine particulièrement polyvalente, avec une grosse broche d’enlèvement de matière et la capacité d’accueillir des pièces de 3 tonnes afin de répondre aux besoins du secteur du pétrole mais également à ceux de l’aéronautique, précise Cédric Mourereau. Nous avons alors étudié la question avec Necmo, distributeur et spécialiste en solutions d’usinage, en la personne de Pierre Lacaze ; celui-ci nous a orientés vers la machine Ibarmia avec laquelle on ne connaît aucune limite d’usinage ».
Cependant, travailler uniquement au niveau des machines ne suffit pas, loin de là, et Cédric Mourereau en a bien conscience. Alors que l’atelier utilisait des outils qualifiés par le chef de production de « convenables », ceux-ci ne répondaient plus aux besoins de l’entreprise dès lors que les grosses machines évoquées précédemment ont fait leur entrée dans l’atelier. « Il fallait faire plus de volume… et plus vite ! C’est là que nous nous sommes tournés vers Tungaloy, avec qui nous avons travaillé d’abord sur un produit de fraisage grande avance ». Après les résultats concluants de ces essais, l’entreprise de mécanique ariégeoise a décidé de tout transformer et d’adapter l’ensemble de l’îlot fraisage en grande avance, d’abord sur la partie ébauche puis, dans un second temps, sur la partie finition. « Cette démarche nous a permis de monter en gamme en matière d’outils coupants et notamment avec un outil à dix dents de diamètre 125 développé sur mesure par Tungaloy au Japon ».
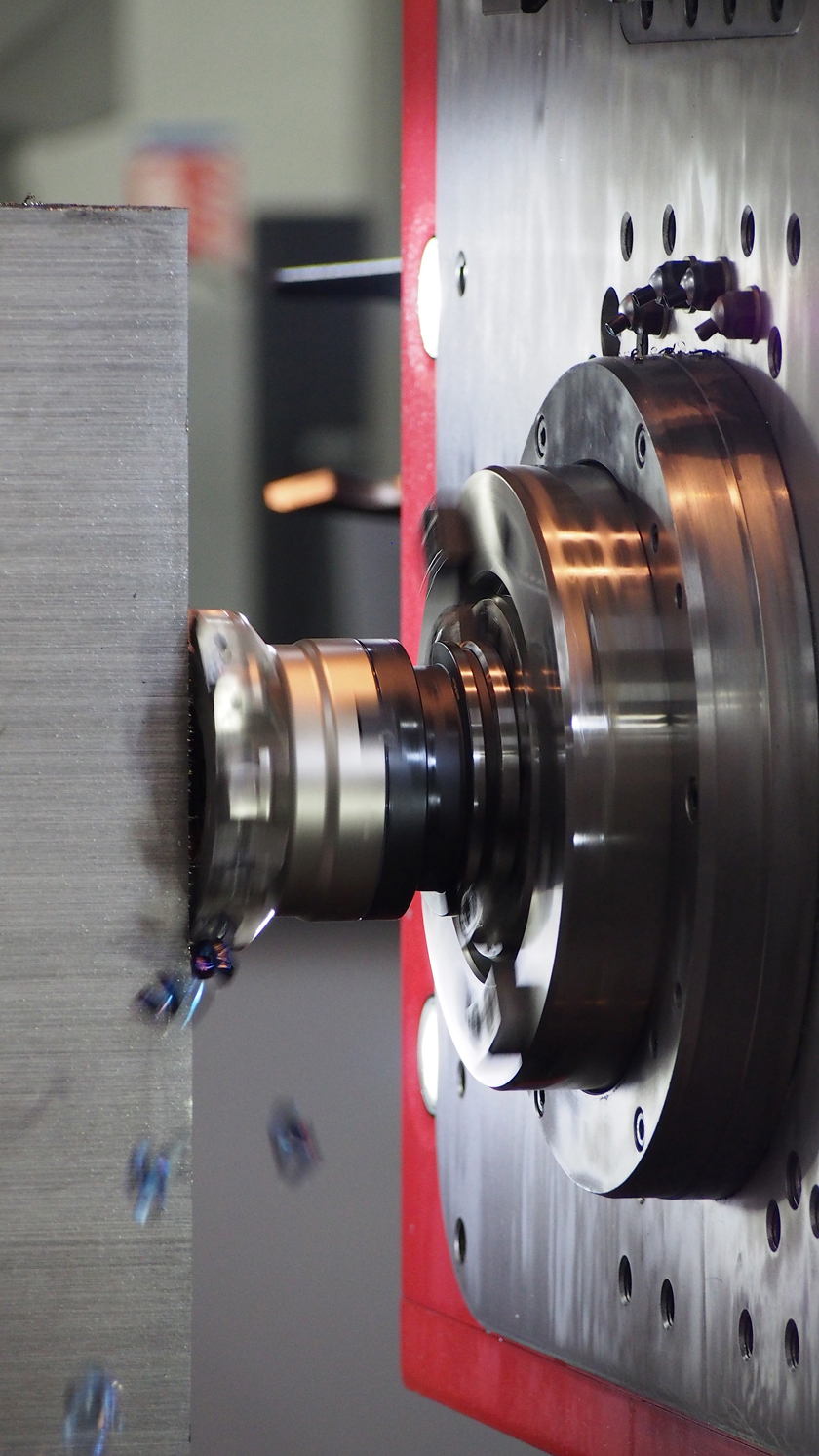
Opération sur une grande pièce moteur
Travailler en tant que partenaires, pas comme de simples fournisseurs
Comme le souligne le patron de la production, cette collaboration entre Tungaloy et CMB est avant tout le fruit d’une relation de confiance entre deux hommes, Cédric Mourereau et Arnault Claveau, technico-commercial de Tungaloy dans la région de Toulouse et dans une grande partie du sud du pays ; « cette relation a fait naître un partenariat soudé. Ensuite, le produit a fait le reste à travers des essais et des tests grandeur nature de pré-séries de produits de Tungaloy, le tout dans un seul et unique objectif : faire avancer la production le plus loin possible ». Et la production a effectivement bien avancé ! Cédric Mourereau est formel : « les solutions de fraises que nous a proposées Tungaloy nous ont permis de gagner 25% en vitesse d’avance et entre 15 et 20% de durée de vie d’outil ».
Il s’agit plus précisément de la nouvelle gamme grande avance DoFeed, dont l’un des objectifs est de fournir moins d’effort au niveau de la broche. « À l’origine, Tungaloy avait proposé à CMB des fraises de petites tailles dotées de nombreuses dents puis de grosses plaquettes – de diamètre 66 – à huit dents, souligne William Mayance, directeur de Tungaloy France. CMB a exprimé sa volonté d’aller plus loin pour des opérations d’ébauche mais les outils souhaités ne figuraient pas dans le catalogue. Les deux partenaires ont alors mené des études portant sur des outils de diamètre 125 et à dix dents avec 35% de charges broche pour davantage de sécurité sur les machines-outils. Les plans ont alors été envoyés au Japon pour la production courant Août 2016. Dès Septembre, les outils étaient prêts à l’emploi ». En phase de tests dans l’atelier de CMB, ils ont permis de générer plus de 60 kg de copeaux à l’heure (1 kg chaque minute) ! Plus impressionnant encore, « par rapport à des outils de diamètre 80, nous avons gagné 10 minutes de temps de cycle par heure, pour un niveau de qualité égal », s’enthousiasme Cédric Mourereau.

Avec les outils développés par Tungaloy, CMB a gagné environ 10 minutes de temps de cycle par heure
L’avenir de CMB semble naturellement se tourner vers de nouveaux investissements (dans les deux ans à venir), confortant ainsi la trilogie gagnante : machines, outils et programmation. En matière d’outils coupants, Tungaloy a lancé une nouvelle génération de fraise grande avance s’inscrivant dans la nouvelle famille d’outils TunGForce Line et CMB fait figure de pionnière en étant la première entreprise au monde à les utiliser ! « Nous avons d’ores et déjà testé les vingt premières plaquettes – en diamètre 66 pour le moment – et les résultats sont stupéfiants : nous constatons à ce jour entre 30 et 40 % de gains de productivité tout en chargeant moins la broche ». Une manière d’anticiper les exigences de plus en plus élevées de notre clientèle en matière de délais.
N° 84 Février 2017