
CBN, une nouvelle technologie de nuance pour améliorer la productivité dans le tournage
SANDVIK COROMANT
parTraditionnellement, les pièces trempées sont usinées par rectification. Cependant, avec le développement des matériaux de coupe céramique et CBN, le tournage dur des aciers d’une dureté de 55 à 68 HRC devient une alternative viable et très rentable. Le tournage dur permet en effet de réduire les temps de coupe, ainsi que les coûts, de 70% ou plus, et il offre plus de flexibilité, de rapidité et de qualité.
Le CBN présente une grande résistance à l’usure en cratère et à la rupture, tout en autorisant de grandes vitesses de coupe dans les matières cémentées ou trempées par induction. CB7125 et CB7125 sont les dernières nuances CBN mises au point par Sandvik Coromant, le spécialiste des outils de coupe et des systèmes d’outillage. Elles sont conçues pour offrir une durée de vie plus longue, plus stable et plus régulière dans les opérations de tournage avec des interruptions lourdes dans des matières d’une dureté de 58 à 68 HRC dans l’automobile.
Les pièces de transmissions sont le principal domaine d’application de ces nuances. CB7125 possède un nouveau revêtement PVD adapté au tournage avec des interruptions moyennes (bords des interruptions chanfreinés). CB7135 est à utiliser pour les interruptions lourdes (absence de chanfreins).
.

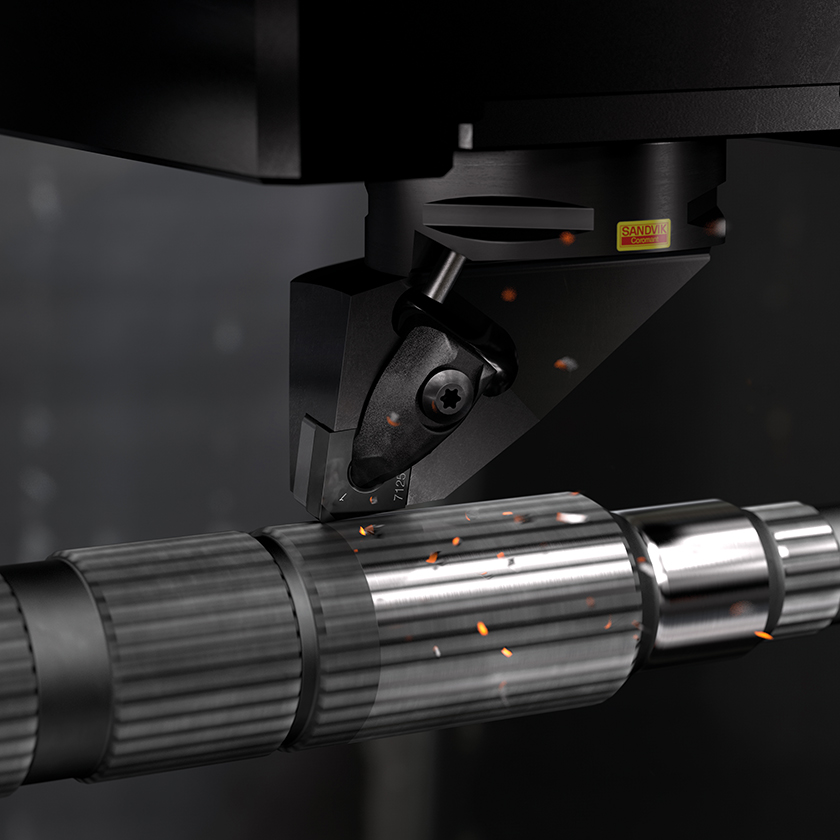
Engrenages et arbres
Le chariotage d’engrenages et d’arbres cannelés ou avec des trous et rainures de lubrification chanfreinés est une des opérations dans lesquelles la nuance CB1725 révèle tous ses avantages. Le dressage d’engrenages est une autre application de prédilection, tout comme l’écroûtage de couronnes dentées (enlèvement de la croûte de forge). Les conditions de coupe applicables sont des vitesses de coupe de 100 à 200 m/min (328 à 656 pieds/min), des avances de 0,05 à 0,45 mm/tr (0,002 à 0,018 pouce/tr) et des profondeurs de coupe de 0,05 à 0,5 mm (0,002 à 0,02 pouce).
Un essai effectué chez un client illustre les gains potentiels que les nouvelles nuances offrent. L’application portait sur le tournage extérieur axial et le dressage d’un engrenage en acier de cémentation (62 HRC) et un gain de durée de vie de 140% a été observé avec la nuance CB7125 en comparaison avec la nuance concurrente précédemment utilisée. L’usinage était effectué dans un centre d’usinage Mazak QTN 300 avec une vitesse de coupe de 120 m/min (394 pieds/min), une avance de 0.12 mm/tr (0,0047 pouce/tr) et une profondeur de coupe de 0,1 mm (0,004 pouce). Ces conditions de coupe étaient identiques pour les deux plaquettes. Dans les deux cas, le débit copeaux était identique, et la plaquette CB7125 a pu usiner 12 pièces, contre cinq seulement pour l’autre plaquette.
 Des performances impressionnantes
Des performances impressionnantes

Pour la nuance CB7135, le chariotage d’engrenages et d’arbres avec des rainures de clavettes ou des cavités non chanfreinées est une application de prédilection, de même que le tournage d’éléments de joints homocinétiques (noix, anneau extérieur, cage). Les conditions de coupe typiques dans ce type d’application sont des vitesses de coupe de 80-160 m/min (262-525 pieds/min), des avances de 0,05-0,4 mm/tr (0.002-0.016 pouce/tr) et des profondeurs de coupe de 0,05-0,5 mm (0,002-0,02 pouce).
À titre d’exemple, un gain de durée de vie de 12% a pu être observé avec la nuance CB7135 dans le tournage d’une noix de joint homocinétique. La matière usinée était l’acier C53 trempé par induction (60 HRC) et il s’agissait d’une opération de tournage intérieur effectuée sur un centre de tournage vertical EMAG VSC400. La plaquette CB7135 a permis d’usiner 390 pièces, contre seulement 350 pour l’autre plaquette. La vitesse de coupe appliquée était de 180 m/min (590 pieds/min), l’avance de 0,13 mm/tr (0,0052 pouce/tr) et la profondeur de coupe de 0,15 mm (0,0059 pouce).
EQUIP’PROD • N° 104 décembre 2018