
Bass innove avec le taraudage par déformation avec rainures en queue d’aronde
BASS
parDans le cadre de vastes essais sur plusieurs années, Bass a mis au point et a fait breveter une nouvelle forme de rainures permettant de réduire cette pollution. Les rainures en queue d’aronde permettent désormais d’éliminer quasiment toute contamination des tarauds utilisés en MQL.
Le taraudage par déformation est un procédé d’usinage propre, qui ne génère pas de copeaux. Comparativement au taraudage par enlèvement de matière, la déformation permet de stabiliser et de fiabiliser l’opération de taraudage, avec le plus souvent une amélioration de la tenue. Toutefois, lors du taraudage par déformation, notamment sous microlubrification, de fines particules de matière se détachent de la cavité située au sommet des filets refoulés, se logent dans les rainures du taraud et polluent ainsi l’outil et le composant, ce qui engendre une baisse de tenue de l’outil et nécessite le nettoyage ultérieur de la pièce.

Cavité en sommet de filet
Tandis que la plupart des particules de matières sont bien évacuées sous arrosage abondant, c’est surtout en MQL que l’on est confronté à ce type de problème. Ces impuretés ayant un effet abrasif, le taraud s’use prématurément. C’est la raison pour laquelle Bass a développé des rainures en queue d’aronde permettant aux particules se détachant du sommet des filets d’être évacuées ; cette nouvelle forme de rainures permet d’améliorer l’effet de rinçage du fluide, que ce soit en MQL ou sous arrosage abondant. Les outils sortent de l’usinage en parfait état de propreté. Cette innovation génère une réduction drastique du nettoyage ainsi qu’une amélioration de 30% de la vie de l’outil par rapport à des rainures conventionnelles, sans aucune conséquence sur la géométrie et la qualité du taraudage. Ce principe de nettoyage et d’amélioration de la vie de l’outil s’applique à un grand nombre de matières.
Principe de fonctionnement de la rainure en queue d’aronde
Meilleure tenue de l’outil et amélioration du processus
Un élément important de l’usinage sous MQL est l’évacuation rapide de l’air contenu dans les trous borgnes. Lorsque le taraud est en phase de travail, l’air emprisonné est comprimé vers le fond du trou. En présence de rainures classiques, l’aérosol MQL acheminé par le taraud remonte directement vers la queue sous l’effet de la pression d’air, ce qui réduit considérablement l’action réfrigérante. Grâce à l’effet d’aspiration et à la rainure en queue d’aronde, l’air s’échappe plus rapidement, ce qui permet de bien mouiller la paroi du trou. Résultat : une augmentation de la tenue de l’outil et une nette amélioration du processus. Retenons aussi que plus le trou borgne sera profond (plus de 2xd), plus les avantages de la rainure en queue d’aronde se feront sentir.

Duramax avec queue d’aronde
La pression de l’aérosol sur la zone d’usinage constitue un autre critère important pour la rainure en queue d’aronde. La pression atmosphérique ambiante normale est de 1 bar. Sous l’effet de compression en trou borgne, l’aérosol refoule l’air contre une « paroi » à une pression supérieure à 1 bar. Même si la pression de l’aérosol est à peine plus élevée, le mouillage de la paroi du trou est insuffisant. Cela conduit à une baisse de la performance de l’outil et à une augmentation de l’encrassement. C’est précisément dans des conditions d’opération défavorables que la rainure en queue d’aronde est plus efficace.
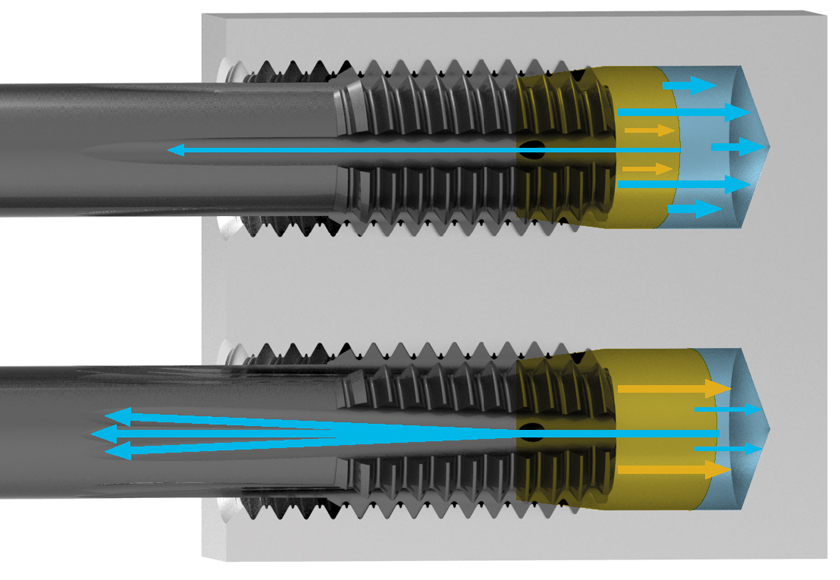
En présence de rainures classiques (fig. du haut), l’air contenu dans le perçage (en bleu) est comprimé vers le fond du trou, tandis que dans le cas de rainures en queue d’aronde (fig. du bas) cet air peut s’échapper. L’aérosol MQL (en jaune) peut alors mouiller suffisamment la paroi du trou. Grâce à cette amélioration du rinçage, obtenue par la rainure en queue d’aronde, les particules de matière sont évacuées avec l’air pendant l’usinage.
N° 89 Mai 2017