
Un engagement commun dans l’industrie 4.0
THALES AVS / MITUTOYO
parLe site de Thales à Châtellerault (Vienne) est pleinement engagé dans l’industrie 4.0 grâce à la digitalisation de ses outils pour un suivi de la production en temps réel. Cette usine de 5 400 m2 rassemblant plus de 200 personnes en production a négocié son virage technologique il y a 10 ans après la signature d’un contrat important avec Airbus, succès confirmé depuis avec d’autres clients.
Mais outre la partie usinage vitro céramique de haute précision (activité majeure du site), la partie contrôle et métrologie a elle aussi fait un bond en avant.

Photo Equipe Projet Thales-Mitutoyo (de Gauche à Droite :
N.Bucci (Mitutoyo), F.Cuvillier (Thales AVS), L.Michoux (Mitutoyo), L.Dumont (Thales AVS)
Mondialement connu pour ses solutions électroniques industrielles, Thales possède dans la division Avionique une entité spécialisée dans la Navigation implantée sur plusieurs sites industriels, parmi lesquels Vendôme (Loir-et-Cher), Mérignac (Gironde), Valence (Drôme) ou encore la Brelandière à Châtellerault (Vienne). Sur ce dernier site sont produits des systèmes inertiels pour l’aéronautique, véritable marque de fabrique de Thales. Ces systèmes basés sur des capteurs en vitro céramique appelés « gyrolasers », permettent de connaître la position de l’avion sans l’aide des satellites GPS. « Si auparavant ces équipements étaient limités à des applications exclusivement militaires, ils concernent aujourd’hui l’aviation civile, précise François Cuvillier, responsable industriel chez Thales. Cela a démarré avec un contrat décroché en 2008 portant sur la fourniture des centrales inertielles des Airbus A350. »
Un tournant majeur pour l’usine de Châtellerault
Avec une cadence mensuelle de plus de dix appareils, l’A350 se présentait à la fois comme une belle opportunité mais aussi un défi de taille pour l’usine de la Brelandière. Depuis 2013, celle-ci a dû considérablement monter en puissance afin de servir l’avionneur et ses autres clients avec une augmentation de sa production de l’ordre de 30% par an. « Il a fallu nous adapter ; cette étape est passée par le renouvellement d’une bonne partie de l’outil de production, en particulier avec l’achat de nouveaux centres d’usinage afin de fabriquer plusieurs centaines de systèmes par an ainsi que des machines diverses nous permettant de produire également des sous-ensembles pour équiper les gyrolasers ». En outre, le renouvellement de l’atelier d’usinage a largement contribué à automatiser la fabrication dans le but de mettre en place une production continue la nuit et le week-end.
Mais au-delà de l’usinage, c’est toute la partie contrôle et métrologie qu’il a fallu rationaliser. « Nous possédions déjà à Châtellerault de nombreux instruments de mesure et de contrôle, à la fois manuels et semi-automatiques en raison des exigences fortes en matière de traçabilité et de conformité des pièces propres à l’aéronautique, rappelle François Cuvillier. Néanmoins, nous ne disposions pas d’outil d’interfaçage capable de faire le lien entre les moyens de production et de contrôle devenu nécessaire en raison de la hausse forte des volumes de pièces ».
Pour cela, Thales a fait appel à un nouveau partenaire capable de proposer des solutions à la fois performantes et rapides à mettre en œuvre ; « avant d’intégrer l’usine de la Vienne en 2015, j’avais travaillé quatre ans plus tôt avec Mitutoyo sur un projet complexe en Haute-Savoie, se souvient François Cuvillier. Mitutoyo avait d’ailleurs été le seul à répondre favorablement à ce projet et à relever le défi. De plus, à Châtellerault, nous utilisions des instruments Mitutoyo ; c’était déjà pour nous un gage de fiabilité »
Des problématiques de contrôle propres aux gyrolasers
Les cavités gyrolasers sont réalisées par des usinages de haute précision dans un bloc de vitro céramique. Pour optimiser ce processus, l’équipe de Thales a souhaité rationaliser ses moyens de contrôle (optique et par contact). « Notre objectif était de raccourcir le temps de cycle des contrôles, d’augmenter la précision et la répétabilité de la mesure, de nous adapter rapidement au changement de série, précise François Cuvillier. Thales s’est naturellement tourné vers Mitutoyo avec qui l’équipe industrielle de la Brelandière entretient des liens privilégiés depuis de nombreuses années, notamment en contrôle d’entrée de pièces avant de partir en production ». Laurent Michoux, responsable Mitutoyo dans les départements Savoie et Haute-Savoie, affirme que les deux partenaires ont « passé beaucoup de temps dans ce projet. Les contraintes mécaniques et les essais sur ce type de pièces sont nombreux, les deux équipes se sont donc investis pleinement »
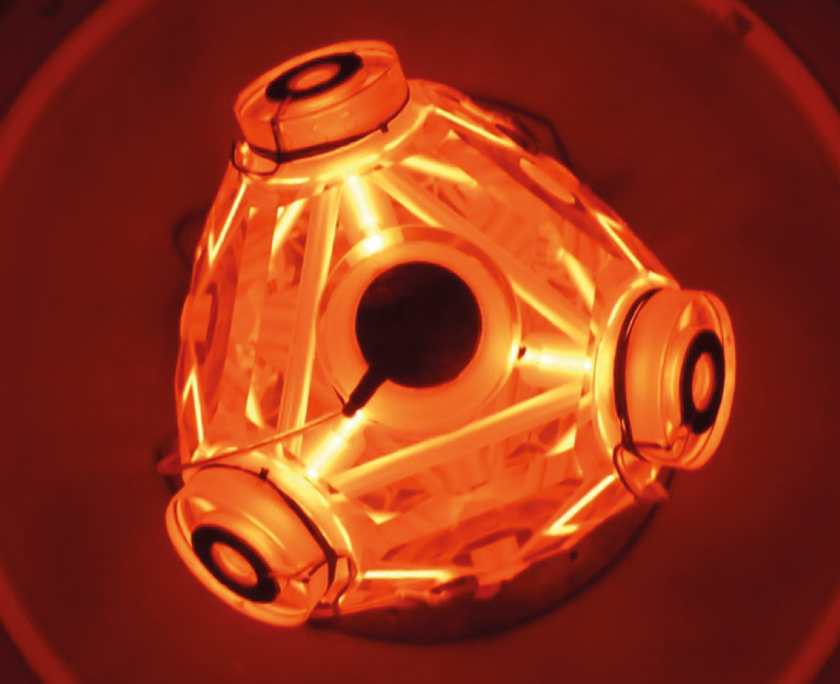
Cavité de gyrolaser
Ces contraintes sont en effet nombreuses. Tout d’abord, la pièce est petite. Plus précisément, il s’agit d’un cube tronqué de 100x100mm – pour la plus grande d’entre elles – dont on doit contrôler la totalité de la surface composée de multiples faces. Ce cube nécessite en outre de nombreux usinages complexes et en profondeur, impliquant pas moins de vingt-cinq outils différents. Enfin, une telle géométrie présente des problèmes d’accès avec « des usinages de tous les côtés. Mais le but était surtout de réunir tous ces contrôles en un seul programme, résume François Cuvillier. Au total, celui-ci devait sortir quelque 350 cotes ».
Une solution performante et un accompagnement à part entière
Pour Lilian Dumont, responsable technique Usinage chez Thales, il fallait une machine à la fois standard, mature et fiable dotée d’une interface opérateur simple. « Une machine 3D présente en effet l’avantage d’être beaucoup plus flexible qu’un montage multi-cote. L’automatisation permet enfin au technicien de production de se consacrer à son cœur de métier en s’affranchissant des tâches à faible valeur ajoutée ».
Sur la base d’un cahier des charges et grâce au dialogue permanent entretenu avec le fournisseur, le choix s’est rapidement porté sur une machine de mesure tridimensionnelle Crysta Apex S574 équipée d’une tête indexable, d’une sonde de scanning et d’un changeur d’outil automatique. Cette machine a l’avantage de reposer sur une technologie déjà éprouvée et sur une interface simple et performante. « La principale difficulté consistait à structurer les programmes de contrôle, à contourner les problématiques d’accès et à tenir le temps de cycle imposé par le client », indique Laurent Michoux. La Crysta Apex S574 possède une précision d’1,7 micron, la possibilité d’intégrer de nombreux capteurs, la technologie de scanning continu assurant une fiabilité considérable du système de palpage ainsi qu’un changeur d’outil efficace permettant d’accéder partout dans la pièce. La machine est également équipée du logiciel MCosmos offrant à la fois une simplicité de pilotage et la possibilité d’intégrer des programmes plus complexes pour des applications spécifiques.
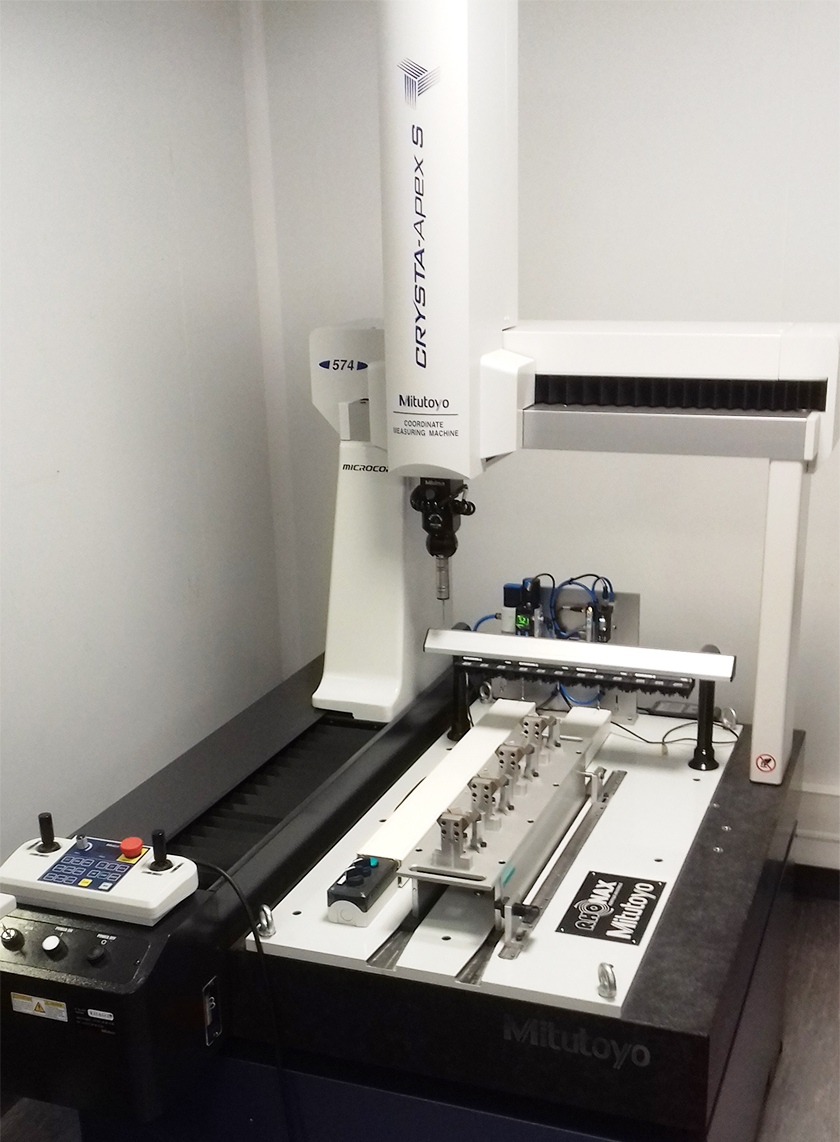
Machine de mesure tridimensionnelle (MMT) Crysta Apex S574 située en salle de métrologie de Thales Avionics Châtellerault la Brelandière, et équipée par la société Rhonax (Thyez 74 / www.rhonax.fr)
Le challenge a été brillamment relevé par l’équipe de Mitutoyo, puisque en moins d’une heure (temps de cycle), le programme permet de contrôler la totalité des 350 cotes géométriques les plus complexes (scanning d’un trou de 1mm situé à 30mm dans la pièce par exemple). De plus, le traditionnel rapport de contrôle généré automatiquement permet de garantir la conformité géométrique des pièces produites. Le logiciel MCosmos donne ensuite la possibilité d’exporter les données géométriques vers une base MySQL afin de réaliser de l’analyse MDV (maîtrise de variabilité) ou du Datamining. « Ces analyses de données s’inscrivent dans notre démarche d’amélioration continue de nos rendements procédés et produits, » confirme Lilian Dumont.
Pour l’équipe Thales, la qualité des intervenants chez Mitutoyo a permis de tenir le planning en réalisant un maximum de validation via des tests de répétabilité et de reproductibilité chez le fournisseur. « Outre la machine, nous avons mené ensemble un travail important de programmation et de réflexion autour de l’outillage de maintien des pièces (avec la société Rhonax, basée en Haute-Savoie), précise Laurent Michoux. Nous avons utilisé des stratégies issues de pièces de décolletage et de l’expérience des techniciens de Mitutoyo en la matière. C’est donc la mise en commun de nos savoir-faire respectifs qui a permis la réussite de ce projet ».
Les prochaines étapes pour Thales ?
Thales participe avec de nombreux autres industriels au projet Usine Aéronautique du futur, une plateforme de recherche collaborative française visant à imaginer et à mettre en œuvre l’ensemble des technologies qui rendront les usines aéronautiques plus compétitives dans les quinze prochaines années. Les développements en cours cherchent ainsi à rendre la cellule de production autonome, en connectant tous les éléments de production entre eux, depuis la machine-outil en passant par le moyen de lavage et la robotique, jusqu’aux moyens de mesure afin de créer un îlot de production intelligent et auto-adaptatif.
EQUIP’PROD • N°112 Septembre 2019