
Mieux que la métrologie pour des pièces zéro défaut
ACCRETECH
parDans l’aéronautique, comme dans l’automobile, pour atteindre l’objectif zéro défaut, il faudrait analyser 100% des pièces avec les outils de la métrologie ! Cependant, Accretech permet d’intégrer aux machines un capteur préventif, le système ATC, particulièrement adapté au travail de l’aluminium, pour détecter les faux-ronds et qui a séduit Brother, Comau, Fanuc, Makino, entre autres…

© Accretech/Jochen Hempler
› L’ATC : un système sans contact breveté qui s’adapte sur toutes les machines
La solution ATC d’Accretech cible un problème qui affecte tous les processus de fraisage CNC : l’éjection de copeaux de métal entre le cône de broche et le cône du porte-outil. Dans l’industrie aéronautique, qui utilise des alliages légers et des aluminiums, les copeaux générés par la découpe des métaux sont légers et sont éjectés plus loin. Ils ont aussi la particularité d’adhérer aux parois du porte-outil ou du cône de broche. Ce sont ces copeaux qui entraînent un désaxage intermittent du porte-outil, donc des pièces non conformes. Ce problème étant aléatoire, il est imprévisible et très difficile à détecter ! Pire encore, si le copeau s’évacue seul, il est impossible de détecter l’erreur dans le process à moins d’augmenter le taux d’échantillonnage de métrologie pour mesurer chaque pièce !
Les fabricants d’outils à commande numérique, initialement réticents à installer un système supplémentaire, ont constaté l’avantage du système ATC pour leurs clients et le proposent désormais en option. Ils ajoutent même des automates permettant de nettoyer le porte-outil sans arrêter la machine, si un copeau est détecté par le système ATC ; le seuil d’alarme étant défini par l’utilisateur pour chaque série de pièces.
Autre avantage de l’ATC d’Accretech pour l’industrie aéronautique : en évitant de conserver une erreur dans le processus de fabrication – par exemple, une fraise déformant l’arrondi – le fabricant peut garantir la conformité des pièces fabriquées. Or, pour l’industrie aéronautique, le zéro défaut a une importance particulière, car le client fournit le matériel nécessaire à la fabrication et récupère la totalité de la production, bonne ou mauvaise, précisément comptabilisée. Autrement dit, le client voit clairement quels sont les taux de rebuts et les erreurs de production de l’industriel. À la différence d’autres secteurs industriels, cette garantie de transparence des clients de l’aéronautique peut coûter cher en réputation pour l’entreprise.
© Accretech/Jochen Hempler
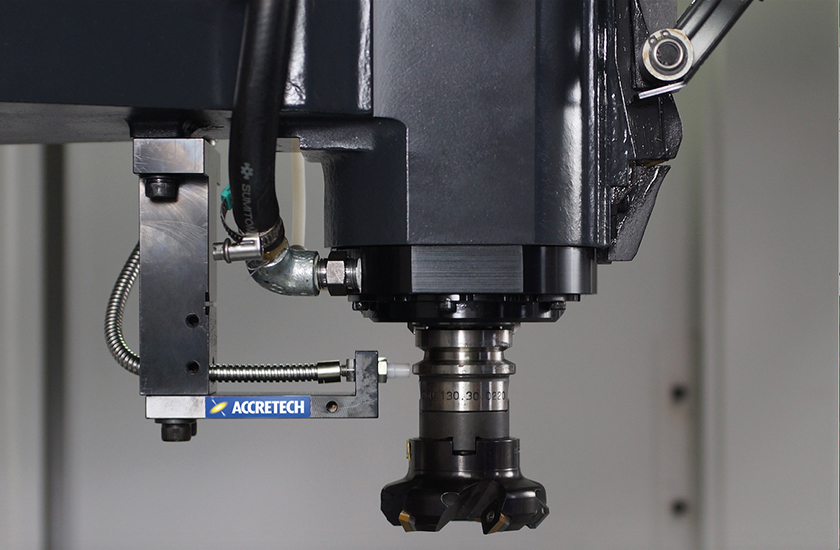
› Tête de capteur ATC dans le centre d’usinage ACCRETECH GmbH
L’ATC pour l’aluminium chez un industriel allemand
À Waiblingen, près de Stuttgart, l’équipementier automobile Klingel emploie environ 300 personnes et son point fort est l’usinage de précision de pièces moulées en série. Ses centres d’usinage Brother produisaient trop de pièces non conformes, générées par la présence de copeaux dans le process. L’installation de l’ATC permet aujourd’hui de garantir le respect des tolérances pour les alésages. Et avec une grande précision ! L’exigence de l’assurance qualité était au cœur du problème pour Hansjörg Brenner, directeur d’usine chez Klingel : « les exigences du client augmentent, les tolérances se resserrent. Le besoin de documentation a également augmenté. Nous devons de plus en plus prouver à nos clients que nous fabriquons leurs pièces de manière fiable et selon leurs exigences de qualité. Mais les rapports d’essais sur les échantillons, les mesures d’échantillons aléatoires et les inspections visuelles ne suffisaient plus.». Exemple de cette exigence, le bras oscillant en aluminium moulé sous pression, que Klingel fabrique au rythme de 2 100 par jour, et qui est un élément de la colonne de direction de la voiture.
Klingel traite les pièces sur deux fraiseuses Brother et chaque bras oscillant à caisson est muni d’une série d’alésages qui doivent correspondre exactement aux tolérances spécifiées. « Si ces tolérances ne sont pas respectées, les bagues ne peuvent pas être enfoncées correctement ou le bras oscillant de la boîte ne peut pas être monté correctement », explique Hansjörg Brenner. Au début de la production, il arrivait souvent que les trous de forage soient trop grands et le client s’est donc parfois plaint de pièces défectueuses. Pour que les bras oscillants défectueux ne quittent plus l’usine, Klingel a mis deux employés derrière la machine de traitement, qui utilisent des billes de test calibrées pour vérifier les huit trous les plus importants de la pièce fabriquée pour IO/NIO. D’abord des échantillons aléatoires, puis toutes les pièces. « À long terme, ce contrôle à 100 % n’a pas seulement été trop coûteux, mais il a aussi pris beaucoup de temps, se souvient Hansjörg Brenner. À cet égard, le contrôle qualité est devenu un goulot d’étranglement ».
Amortissement allant de trois à quatre mois
Roland Mitschele, du département calcul chez Klingel, a contacté Accretech et l’installation de l’ATC sur une machine Brother par les experts d’Accretech a confirmé la justesse du choix. Très rapidement, il s’est avéré que les problèmes de qualité pouvaient être résolus avec le système de détection de faux-ronds d’Accretech. « Le système ATC nous alerte deux à trois fois par jour lorsque le perçage de la broche n’est pas concentrique et arrête automatiquement la machine ; l’employé de production sait alors qu’il doit intervenir dans la machine à cause des copeaux volants, explique Roland Mitschele. Auparavant, nous aurions produit des rebuts que nous n’aurions remarqués que bien plus tard lors des inspections. Aujourd’hui, nous pouvons intervenir à temps ».
Et le directeur d’usine se réjouit pour d’autres raisons : « Nous savons très bien que le système de détection de faux-ronds ATC s’amortit rapidement, c’est-à-dire en trois à quatre mois. Et pour nous, ce qui est plus important que les avantages financiers, c’est la certitude que nous disposons d’un système d’alerte précoce, ce qui nous donne la certitude que les tolérances spécifiées par le client pour les forages sont respectées et que nous ne recevons aucune réclamation ni aucun retour ».
crédit texte : Sabine Koll
> Retrouver la vidéo ATC à l’adresse https://www.youtube.com/watch?v=_CGX-C6jxqs
Repérer le problème et pouvoir stopper la machineLe graphique ci-dessous montre le travail de l’ATC, mesurant avec précision le repositionnement des outils lors des multiples changements en fabrication grande série (constructeur automobile français). On observe que le positionnement est à un niveau normal ou acceptable jusqu’à l’approche du 670e changement d’outils. À ce moment là, un copeau est entré dans la zone de la broche et a adhéré au cône de la broche, probablement déposé lors du changement d’outil, et cela a affecté 5 pièces avant que le problème ne soit réglé. Les données fournies par l’ATC ont permis de savoir que les copeaux étaient collés sur la broche parce que les deux porte-outils (3 et 4) ont été affectés. Pour faire aussi bien sans l’ATC, il aurait fallu contrôler au moins une pièce sur cinq en métrologie. Et si l’ATC avait été activé complètement (dans l’exemple, il est en mode mesure seule), la machine aurait pu être arrêtée dès la première pièce. |

© Accretech/Jochen Hempler
L’ATC sur le stand Brother au salon EMO
L’ATC sera visible au salon EMO du 16 au 21 septembre prochain, installé sur des machines de Brother, qui le propose en option à ses clients. L’ATC, appareil sans contact, mesure la valeur de faux-rond initial du foret et la compare avec la forme de la bride de l’outil stockée dans le calculateur. Des mesures extrêmement précises grâce aux capteurs à courants de Foucault qui détectent les écarts de battement radial jusqu’à 5 μm. La fiabilité du contrôle est améliorée par l’interpolation des rainures d’entraînement du porte-outil avec le logiciel, ainsi que par une méthode de sur-échantillonnage propre. Grâce à l’utilisation d’un algorithme de calcul propriétaire, les mesures ne prennent que 0,3 sec pour une vitesse de broche de 600 tr/min. Fondée à Tokyo en 1949 (TSK), la société Accretech est l’un des principaux fournisseurs mondiaux de produits de métrologie industrielle ; elle est implantée en Europe depuis trente ans.
EQUIP’PROD • N° 110 mai 2019