
Engesser renforce la mesure de précision pour ses opérations de fraisage
HEXAGON METROLOGY / ENGESSER
parLe centre d’usinage dispose d’une technologie de pointe en matière de mesure des pièces. Grâce à l’utilisation de logiciels et de palpeurs de mesure de la gamme m&h d’Hexagon, il est possible de comparer immédiatement l’état théorique et l’état final de la pièce dans la machine. Le fabricant de moules Engesser présente son expérience, ainsi que le gain de temps obtenu grâce un processus de fabrication optimisé.
Chez Engesser, la mesure sur les centres d’usinage HSC est depuis longtemps obligatoire et indispensable
Les mesures prises dans la machine-outil sont souvent considérées comme une perte de temps. Le fabricant de moules Engesser, installé à Geisingen, réfute systématiquement cette idée reçue. Les pièces y sont non seulement contrôlées sur deux centres d’usinage, mais également sur deux machines d’électro-érosion par enfonçage équipées de palpeurs de mesure, avant d’être débridées par l’outil de serrage. Elles sont mesurées à l’aide de palpeurs et de logiciels m&h d’Hexagon dans les centres d’usinage HSC, dans la machine d’électro-érosion par enfonçage, et même dans la cellule d’usinage Zimmer & Kreim. « Nous vérifions chaque pièce avant qu’elle ne sorte de la machine, explique Holger Gassenschmidt, responsable de la fabrication de moule chez Engesser. Une pièce n’est démontée que lorsqu’elle est considérée comme conforme ». Cela permet de sécuriser l’usinage et d’établir des rapports de mesure pour chaque élément, tout en évitant une perte de temps due à un passage dans une machine de mesure.

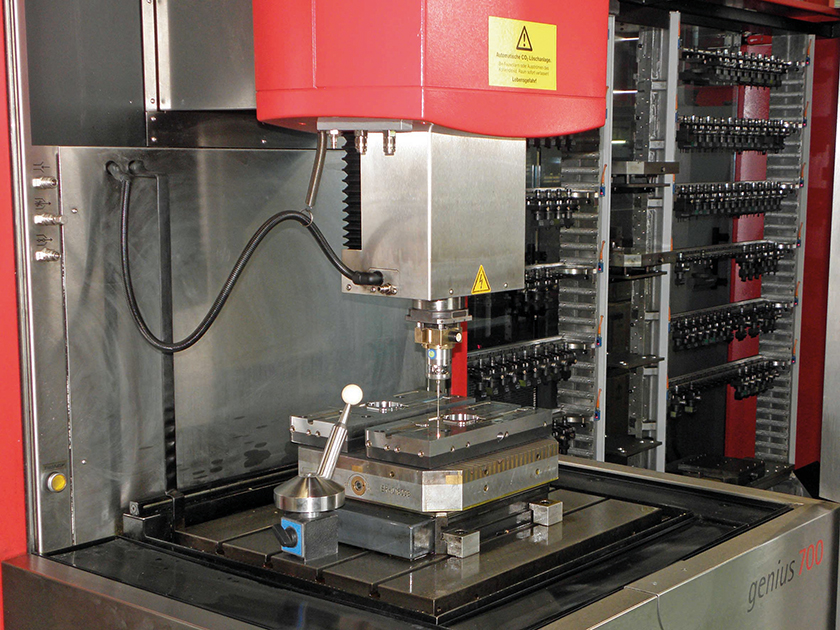
La mesure des pièces à l’aide du logiciel 3D Form Inspect garantit la fiabilité de production, même dans les machines d’électro-érosion
Actuellement, vingt-cinq collaborateurs usinent environ soixante-dix à quatre-vingts moules par an chez Engesser. Ces derniers peuvent être échantillonnés au sein du centre technique. Des lots pilotes sont souvent fabriqués avant que les moules et les processus ne soient transférés au client. Les machines de moulage à injection fournissent une force de verrouillage allant jusqu’à 275 tonnes et peuvent traiter des poids injectables jusqu’à 400 grammes. Environ soixante-dix autres collaborateurs d’Engesser travaillent dans la production de pièces pour différents secteurs industriels, fabriquées en série, prêtes à l’emploi, y compris les assemblages et les composants pré-montés.
Outre les moulages par injection, Engesser fabrique également des moules destinés au traitement du silicone ou du caoutchouc, ou pour le surmoulage des pièces stockées. Les moules ne servent que partiellement à l’usinage interne. La majorité est fabriquée pour d’autres clients. De plus, l’entreprise propose également des travaux à façon dans les domaines de l’usinage : fraisage, tournage, mais également perçage profond et rectification (plane, cylindrique, de profilés et de coordonnées). La majeure partie de ces travaux consiste en des prestations de modification de moulages existants ou de reconstruction de moules fabriqués à l’origine dans des pays tiers. Ainsi, la société offre un large panel d’activités, ce qui exige une haute précision et une importante flexibilité. Habituellement, les demandes reçues par Engesser ne concernent qu’un seul exemplaire de moulage ou d’empreinte rapportée. Les plages de tolérances exigées sont souvent de l’ordre de 10 µm. « Afin de garantir cette précision, nous utilisons depuis plus de huit ans des palpeurs de mesure et des logiciels m&h d’Hexagon. Les palpeurs disposent d’une fonctionnalité de transmission de données par infrarouge avec la technologie HDR (High-Data-Rate), qui s’est révélée très sécurisée, même sous des conditions difficiles, aussi bien dans les centres d’usinage qu’avec les machines d’usinage. »

La mesure des pièces à l’aide du logiciel 3D Form Inspect m&h d’Hexagon garantit la fiabilité de production, même dans les machines d’électro-érosion
Une programmation simple et rapide pour un usinage sécurisé
Le logiciel m&h 3D Form Inspect d’Hexagon permet d’établir simplement un programme de mesure depuis les ordinateurs de l’atelier. Il convertit les données CAO des pièces en un modèle de surface et représente la pièce avec ses valeurs nominales. Les utilisateurs définissent les points, les surfaces ou les formes à mesurer en quelques clics et leur attribuent les fonctionnalités de mesure souhaitées. Le logiciel 3D Form Inspect écrit ensuite le programme de mesure correspondant au palpeur. Pour cela, il définit les mêmes points et vecteurs de mesure pour le calibrage afin d’éviter des mesures erronées dues à l’imprécision de la machine. Le logiciel reconnaît toutes les mesures prises par les palpeurs et calcule automatiquement en temps masqué les parcours nécessaires. Les mouvements des palpeurs sont simulés sur écran avec un contrôle automatique des collisions. Les palpages entraînant une collision palpeur-pièce sont automatiquement supprimés et affichés. Le programme réel de mesure est automatiquement écrit à partir de cette simulation, en fonction du post-processeur concerné. Ce mode de travail logiciel garantit une haute sécurité d’usinage lorsque la programmation est simple et rapide.
Lors du palpage des points de mesure dans la machine, un nouveau programme est généré, qui est transféré à l’ordinateur de l’opérateur. Ce nouveau programme contient les valeurs mesurées, qui s’affichent immédiatement sur la pièce à l’écran. Ainsi, l’utilisateur détecte immédiatement les différences entre les valeurs théoriques et les valeurs obtenues. Le logiciel peut également afficher des couleurs qui indiquent si les plages de tolérances sont respectées ou non. Comme la pièce est encore bridée, l’utilisateur peut réagir immédiatement et améliorer ou modifier, le cas échéant, certaines parties par usinage ou autres modes de correction.
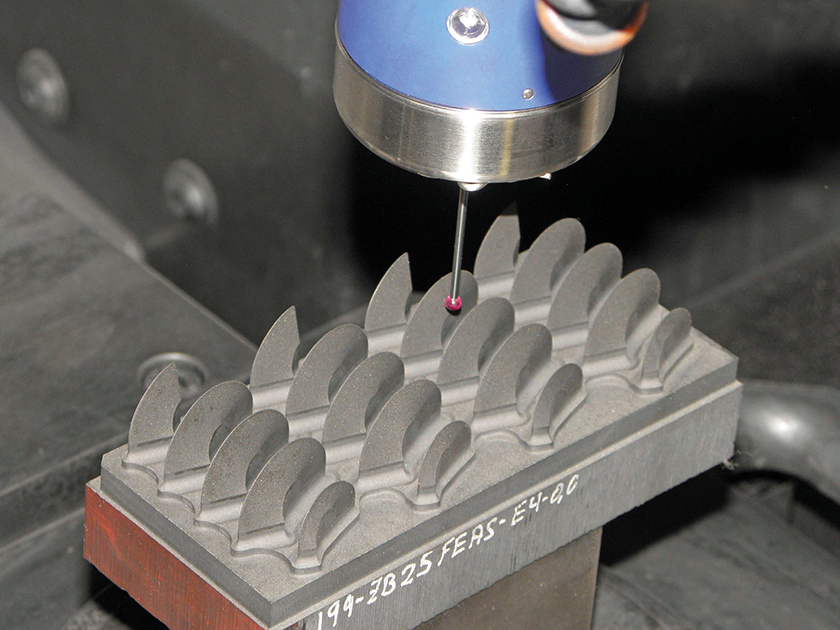
Les machines HSC sont toutes équipées de palpeurs de mesure et de logiciels m&h d’Hexagon qui mesurent les pièces dans leur bridage
Flexibilité des mesures pour réduire les temps d’usinage
Le logiciel 3D Form Inspect génère automatiquement un protocole à chaque mesure, qui peut ensuite être imprimé et enregistré. « La pièce n’est relâchée que lorsqu’elle est considérée comme correcte », précise Holger Gassenschmidt. Ici, les surfaces de dressage sont depuis longtemps fraisées au « zéro » nominal. Les points de contour, les ajustements et les surfaces de dépouille sont validés. Les séparations du moulage sont vérifiées avant le débridage de la pièce. Chez Engesser, les opérateurs machines sont à la fois des ouvriers et des programmeurs. Ils créent leurs programmes de mesure à l’aide du logiciel 3D Form Inspect. Ainsi, l’opérateur machine a entre ses mains l’entière responsabilité de la pièce et il est en mesure de décider, seul, si les contours doivent être regravés ou non. Dans le même temps, il peut justifier la précision de la pièce à l’aide du rapport de mesure. « C’est un véritable gain de temps, se réjouit Holger Gassenschmidt. La flexibilité des mesures nous a permis de réduire considérablement les temps d’usinage ». Celui-ci explique qu’auparavant, les pièces étaient débridées, puis envoyées en métrologie, avant d’être à nouveau bridées et modifiées. Cela engendrait des pertes de temps et de précision. De plus, les mesures étaient souvent compliquées. « Même nos temps de montage ont été sensiblement réduits. Les pièces sont désormais prêtes dès le montage. Les temps de dressage sont plus courts. Les pièces sont montées, dressées et nivelées. Il est de moins en moins nécessaire de procéder à des modifications ».
Les opérateurs machines sont unanimes quant à la simplicité d’utilisation du logiciel m&h 3D Form Inspect d’Hexagon. Ils font l’éloge de la formation technique qu’ils ont suivie au préalable au centre technique d’Hexagon m&h afin d’actualiser leurs connaissances et de bien prendre en main le logiciel. « Nous ne pouvons plus nous passer du logiciel 3D Form Inspect », déclare Holger Gassenschmidt. Quelques minutes se sont certes rajoutées au temps machine à cause des mesures, mais auparavant les pièces revenaient souvent du montage, puisqu’elles devaient être modifiées, et sous contrainte de temps. La machine était alors généralement occupée et il fallait interrompre d’autres travaux ou les décaler afin de pouvoir terminer la pièce. « Le temps de mesure sur la machine n’est plus vraiment une perte de temps. Il permet d’en gagner ensuite au niveau du montage et du dressage. Notre processus est beaucoup plus harmonisé aujourd’hui. De manière générale, nous travaillons plus rapidement, plus précisément, et nous disposons toujours d’un rapport de mesure sur les centres et machines d’usinage. »
Karl-Heinz Gies
EQUIP’PROD • N° 108 Mars 2019