
Un partenariat fructueux autour de la Microlubrification
BLASER SWISSLUBE
parBien que délicate à mettre au point, la lubrification minimale (MQL) est porteuse de gains économiques importants dans le cas d’un usinage à grande vitesse d’avance. Les travaux de recherche se rapportant à la fabrication d’une turbine en acier inox (1.4307), réalisés en partenariat par le fabricant d’outils Fraisa et Blaser Swisslube, offrent une trame pour comprendre les enjeux d’un projet d’usinage MQL.

Préparation de l’essai
Créer les conditions optimales d’un usinage consiste à trouver, dans une démarche sécurisée, le meilleur compromis technique d’un process qui offre le plus d’avantages économiques. La réaction de la matière à l’effort de coupe se caractérise par la résistance au frottement des surfaces en contact, par une production importante de chaleur à dissiper et une usure accélérée de l’outil. L’équation à résoudre pour stabiliser le process à son niveau de performance optimale doit prendre en compte la machine, la matière, l’outil et les paramètres de lubrification (ou non).
La résistance aux variations de température et la formation de fissures thermiques dans l’outil et la pièce à usiner définissent les limites de toutes les stratégies d’usinage, à sec, en lubrification traditionnelle ou en MQL.

Spectre de lubrification
Les industries de pointes, principales utilisatrices de matériaux très techniques, mettent en œuvre des process d’usinage à sec à défaut d’explorer d’autres solutions. C’est précisément ce constat de départ qui a réuni Fraisa et Blaser Swisslube pour montrer la voie. À partir d’une application concrète d’usinage inox à sec, les deux partenaires ont voulu démontrer les bénéfices d’une solution de lubrification minimale dans un process de coupe à grande vitesse d’avance. Leur objectif principal a été d’aboutir à l’optimisation maximale des paramètres influençant l’usinage pour dégager une valeur ajoutée indiscutable. C’est aussi pour eux une façon d’avancer ensemble pour orienter leurs développements sur des produits adaptés tout en bénéficiant de leurs savoir-faire respectifs.
Il ont notamment analysé le système de production et d’alimentation de la micro-lubrification, la broche, l’outil, la formation du spectre de brouillard lubrifiant sur la zone de travail et les différentes technologies d’huile de coupe. La compréhension des processus et le développement correspondant des composants sont nécessaires à l’obtention de résultats optimisés.
Usinage à sec
Des efforts à la hauteur des résultats
Dans ce cadre, différents outils de Fraisa et les solutions MQL de Blaser Swisslube ont été évalués et comparés sous conditions réelles dans le centre technologique de Blaser Swisslube. La série de tests effectués par des spécialistes a démontré que l’utilisation d’une lubrification minimale doit toujours tenir compte de l’ensemble du processus. Ce n’est qu’ainsi que l’on peut réussir des améliorations substantielles.
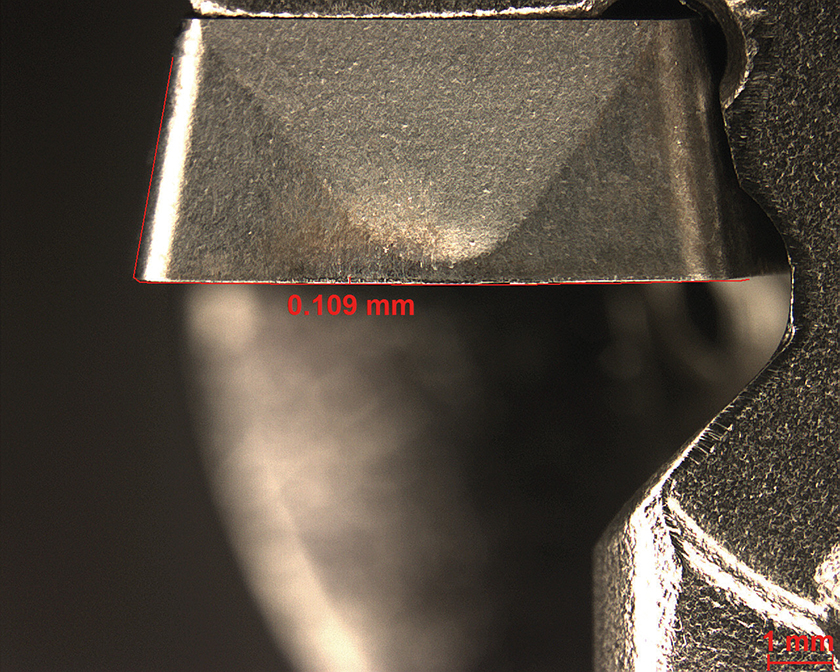
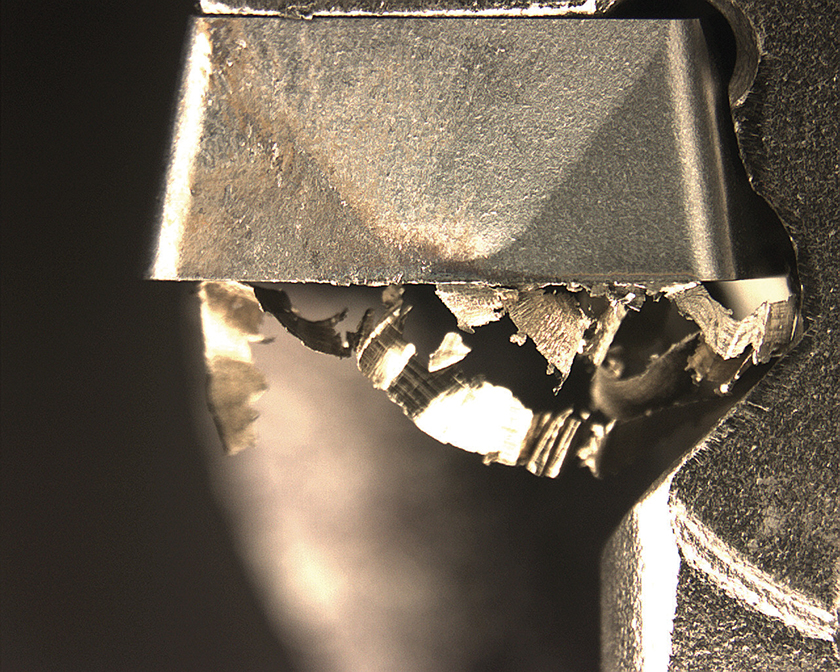
Préservation de l’arête dans le cas de la micro-lubrification
Par l’association optimale de l’huile MQL (Vascomill MMS FA2) et de l’outil, il a été possible non seulement d’augmenter la productivité mais également la durée de vie de l’outil. Grâce à l’augmentation de l’avance et de la vitesse de coupe de 130 m/min à 390 m/min, la productivité avait déjà progressé de plus de 70%. En outre, la durée de vie de l’outil est montée de 243% pour ce taux d’enlèvement de copeaux élevé. Ce résultat impressionnant a été réalisé par une alimentation MQL à l’intérieur de l’outil et une pompe spécifique pour la micro-lubrification à un canal.
Pour une stratégie MQL gagnante
Les spécialistes outils de Fraisa et leurs homologues pour la MQL chez Blaser Swisslube estiment que la micro-lubrification peut satisfaire un grand nombre d’applications. Celles-ci concernent les matériaux dont les propriétés permettent d’évacuer très facilement la chaleur par les copeaux. À l’inverse, les matériaux ultra-résistants à la chaleur, souvent difficiles à usiner comme le titane, constituent un défi non encore résolu de façon satisfaisante.
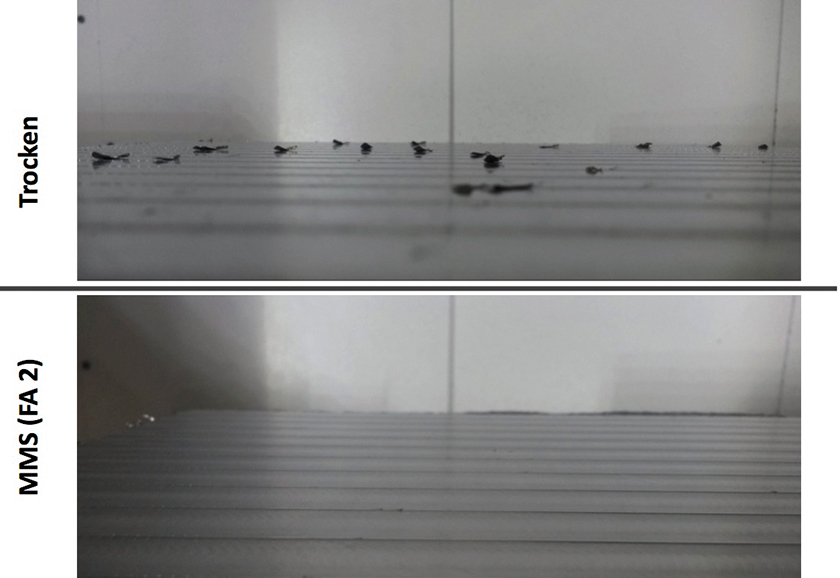
Surface de la pièce à usiner après usinage à sec et usinage MQL
La micro-lubrification offre ainsi un important potentiel de gains en production car elle prend en compte les contraintes de dispersion thermique et la longévité des outils. Plus complexe qu’une solution de lubrification traditionnelle, cette technique d’usinage se veut exigeante dans sa mise en œuvre et doit toujours tenir compte de l’ensemble du processus. Il est nécessaire que tous les paramètres influençant la coupe soient adaptés en conséquence pour créer un accroissement important de la valeur ajoutée : le type de machine (broche horizontale favorisant l’évacuation du copeau, puissance…), le choix des outils, du lubrifiant et le système de micro-pulvérisation, le système d’aspiration des brouillards…
La série de tests prouve que l’on peut obtenir des gains technologiques et économiques substantiels à condition de réunir tous les critères d’excellence. La recherche de résultats mesurables est au centre du projet de Blaser Swisslube. Celui-ci est toujours prêt à s’engager dans une collaboration avec ses clients et ses partenaires, pour atteindre une productivité, une rentabilité et une qualité d’usinage optimales dans les processus d’enlèvement de copeaux.
N° 93 octobre 2017