
SHMP Industrie, une stratégie de création de valeur globale
BLASER SWISSLUBE / SHMP INDUSTRIE
parLa reprise de la structure par Pascal Michaud en 2010 signe une nouvelle dynamique de croissance pour SHMP Industrie et son partenaire associé CEPM Industrie. En parallèle à des investissements en machines-outils, force était de constater qu’avec un lubrifiant d’usinage mieux adapté certains équipements pouvaient offrir de bien meilleurs services.
Au centre, Pascal Michaud et Thierry Pettersin
Créée en 1979, l’entreprise située en périphérie de Saint-Etienne (Loire) s’est spécialisée dans l’usinage de précision unitaire ou de petites séries. Elle représente la compétence en usinage du groupe CEPM Industrie qui réalise des outillages et des équipements sur mesure. Lors de sa prise de fonction et constatant de fréquents arrêts lors de la vidange des machines, le directeur de production, Thierry Pettersin, a immédiatement mis en cause la nature du lubrifiant de coupe utilisé. L’organisation de la production est très sensible à l’indisponibilité temporaire d’une machine. Même si cela se gère, il s’agit d’une réelle contrainte sur tout le processus initialement prévu : du parcours de la pièce jusqu’au planning de montage de la commande client.
Pour Thierry Pettersin, qui connaît l’influence du lubrifiant réfrigérant sur les systèmes d’usinage et leur environnement, la question devenait une priorité. « Mon expérience de chef de fabrication chez un constructeur de machines-outils m’a naturellement mis en contact avec les principaux formulateurs de fluides de coupe. Confronté à de nombreuses situations, j’ai constaté que tous les lubrifiants ne sont pas équivalents et que le choix du fournisseur revêt toute son importance. C’est ainsi que j’ai sollicité Blaser Swisslube avec qui j’avais obtenu de très bons résultats ».
Contrôle du lubrifiant
Définir une solution adaptée
Consulté par le directeur de production, le conseiller Blaser Swisslube a analysé les causes de la dégradation rapide du lubrifiant soluble précédemment utilisé : la présence d’huile de glissière dans l’émulsion du bac de la machine a fini de déstabiliser un fluide de qualité moyenne, peu adapté au contexte d’usinage. Avec son client, il a aussi pris en compte tous les points qui impacteraient favorablement la production. Le nouveau lubrifiant doit s’intégrer dans un environnement où toutes les technologies d’usinage sont représentées : le fraisage, le tournage et la rectification. Sa polyvalence multi-matière doit convenir aux matériaux courants : l’acier, la fonte, l’aluminium et certains matériaux durs comme les Inox. La nature du lubrifiant sera adaptée afin d’éviter tout risque d’oxydation et de taches sur les pièces.

Mise à niveau du bac machine avec une solution à seulement 1% de B-Coole
Après discussion portant sur les solutions de lubrification envisageables et d’un commun accord, le responsable d’atelier et son conseiller ont mis en place un essai d’évaluation sur un centre d’usinage. Celui-ci devait être vidangé après six semaines d’exploitation seulement. Leur choix a porté sur un fluide de coupe semi-synthétique soluble, B-Cool 755 qui dispose de propriétés de relargage très développées lui permettant de rester durablement homogène et stable.
Thibault Hariche, le conseiller Blaser, souligne les raisons de ce choix : « très apprécié pour sa polyvalence sur les matériaux et son impact sur la qualité des surfaces, B-Cool 755 appartient à une gamme de lubrifiants à haute performance, tels ceux homologués dans l’aéronautique. Il a démontré son efficacité sur des opérations très techniques comme l’UGV, le taraudage ou le forage profond. Il s’emploie en solution, à partir du taux de 5 % et plus pour les usinages difficiles. Les produits de la gamme B-Cool s’utilisent aussi en rectification avec un dosage inférieur ».
Dès les premières semaines, les deux personnes en poste ont remarqué le comportement très neutre du produit. La récupération des pollutions d’huile et des résidus d’usinage a pu s’opérer simplement par décantation et filtration. Cependant, au grand étonnement des opérateurs habitués à faire les appoints quotidiens, le dosage des rajouts est passé de 4 à seulement 1 % pour maintenir l’émulsion dans les bacs des machines avec un taux de concentration qui n’excède pas 7 %.
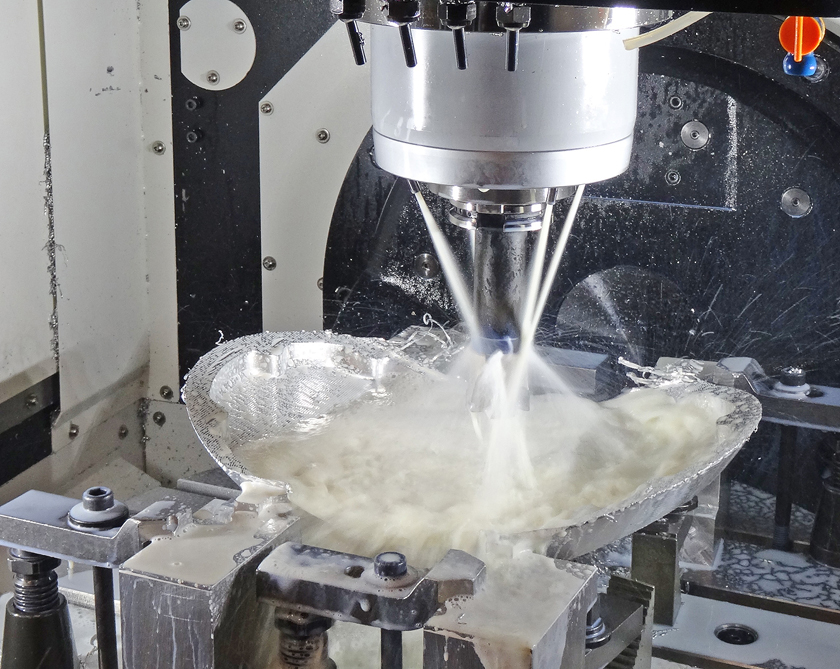
Usinage 5 axes – les opérateurs sont désormais plus en confiance pour optimiser les paramètres d’usinage
Mesurer le retour sur objectif
Le bilan économique sur le seul coût de consommation du liquide de coupe est déjà saisissant : pour la première année, la machine d’essai a enregistré un seul remplissage du bac de 400 litres, soit 28 litres de concentré B-Cool et des appoints proches de 1 % contre six remplissages et des appoints à 4 %. Malgré le coût d’acquisition unitaire plus élevé de B-Cool 755, la facture a chuté de 1 703 € à 406 €. Une fois l’ensemble du parc équipé en B-Cool 755, les deux objectifs recherchés ont été largement satisfaits : réduction du temps de parcours de la pièce – suppression de plusieurs jours par an et par machines de la maintenance au profit de temps productifs. À cela, il faut ajouter une productivité accrue, une qualité des surfaces améliorée, quant à la brillance et la rugosité, et la disparition des traces d’oxydation sur les pièces. On constate aussi que les machines restent propres.
Attentif au fonctionnement de l’atelier, Thierry Pettersin estime que c’est tout un processus qualité, productivité et réactivité qui se met en place au bénéfice de l’entreprise et des clients. « Avec Blaser, le paramètre de gain le plus important pour SHMP Industrie est son influence sur tout le processus de fabrication. Oublié le stress d’avoir un lubrifiant qui se dégrade inexorablement, les opérateurs sont désormais plus en confiance pour optimiser les paramètres d’usinage et laisser tourner leurs machines sans surveillance ».
Thibault Hariche assure une visite mensuelle chez SHMP Industrie, faisant le reporting des relevés. Avec l’accord de son client, il valorise l’importance d’un suivi régulier du lubrifiant en exploitation. Par deux fois, il a organisé une formation dans l’atelier et sensibilisé les opérateurs sur l’importance du lubrifiant bien utilisé et correctement entretenu. Le message a été entendu, ils sont les premiers à soigner leur environnement de travail, à vérifier quotidiennement les bacs de machine au réfractomètre et à faire l’appoint avec le mélangeur. Le lubrifiant est devenu, pour eux, un outil liquide gage de fiabilité en usinage.
 Enclencher une dynamique de groupe
Enclencher une dynamique de groupe

Pascal Michaud suit de près les changements qui s’opèrent dans l’atelier et font progresser son entreprise. Plaçant le facteur humain en priorité, il se félicite que son personnel soit dégagé des contraintes de maintenance et travaille désormais avec un produit propre, sans odeur et fiable. Cela va dans le sens de ce qu’il souhaite : « dès le départ, toute l’équipe doit consacrer son énergie à la création de valeur pour le client en misant sur la qualité. Il faut tout d’abord commencer par donner de bonnes conditions de travail pour que chacun s’implique à fond dans la mission qui lui est confiée ».
En gestionnaire, il constate que l’organisation de la production gagne en efficacité et réduit ses charges. Dans un environnement « soigné », avec moins de rebuts d’aspect et une meilleure organisation des plannings, SHMP Industrie s’appuie sur la qualité et dispose de plus de capacité à produire, avec une meilleure rentabilité. Tout cela apporte une valeur supplémentaire à l’offre globale du groupe CEPM Industrie dans la réalisation de systèmes mécaniques certifiés.
N° 87 Mars/Avril 2017