
Performance dans le titane médical : 150 heures sans arrêt machine
BLASER SWISSLUBE / NEOSTEO
parQue faut-il à un mécanicien pour se distinguer dans un secteur aussi prisé que la bio-mécanique du corps ? Neosteo, une entreprise nantaise lauréate des trophées Blaser 2016, a fait le choix d’utiliser son savoir-faire pour développer une gamme de produits qui, par leur conception mécanique, apporte une contribution innovante au service de la chirurgie orthopédique. La croissance rapide de cette jeune société, fondée en 2009, s’explique par sa volonté d’aborder son marché en portant sa réflexion sur l’amélioration de la facilité d’intervention du praticien et le confort du patient. Les gammes d’instrumentations et implants Flexit (chirurgie du genou), ainsi que Dynafit (chirurgie du pied) illustrent parfaitement cette stratégie. Le design des produits est étroitement associé à son avantage fonctionnel, sans oublier l’optimisation de son usinabilité : des produits idéalement conçus pour être bien réalisés !
De gauche à droite, Guillaume Derouet, Sylvain Sorin et Roux
| Pour les pièces obtenues en décolletage, le temps de cycle n’excède pas 5 minutes. |
La création de Neosteo est liée à l’expérience professionnelle de son dirigeant, Guillaume Derouet, ainsi qu’à celle de son responsable de production Sylvain Sorin, pour la fabrication d’implants d’ostéosynthèse, tous deux déjà utilisateurs de lubrifiants Blaser Swisslube. Fraisage, décolletage de matériaux en base inox ou en TAV 6 n’ont plus beaucoup de secrets à dévoiler, étant donné la diversité d’applications qui ont jalonné le parcours de ces deux techniciens aussi curieux qu’imaginatifs. Mettre à la disposition de leurs clients leurs découvertes et leurs expériences est une motivation de tous les instants, une façon d’avoir du recul et de se donner les moyens de pouvoir faire face à toutes les demandes.
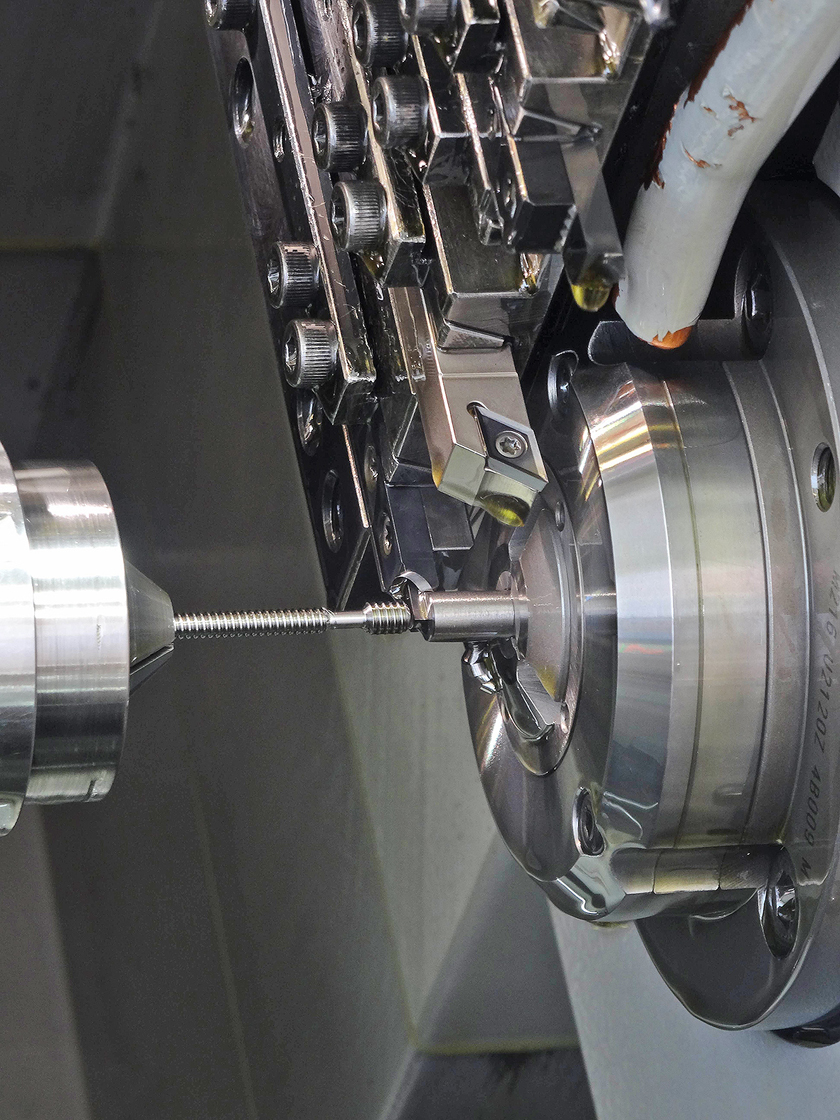
Opération d’usinage
L’art et la matière
Le savoir « atelier » est la clé de l’optimisation des produits du catalogue Neosteo, avec pour conséquences son impact sur le prix de revient et la maîtrise de la qualité à moindre coût. C’est ainsi que la conception d’un produit est conduite en interaction avec le service méthodes. Les process et stratégies d’usinage ne sont pas toutes équivalentes, avec pour preuve l’abandon du tourbillonnage couramment utilisé pour le filetage des vis d’implants. « Ce n’est pas évident, de prime abord, de choisir une autre technologie et il faut du temps pour développer les outillages qui permettent d’obtenir une productivité équivalente. De cette contrainte, nous avons tiré un avantage produit pour l’utilisateur et la disparition des brouillards d’huile qui nuisent à la santé du personnel d’atelier. Avec notre solution, l’arrosage à haute pression n’a plus lieu d’être », assure le chef de production.

Exemples de pièces réalisées par la société Neosteo
Une production soignée dans un environnement respectueux
En éliminant les causes d’arrêt machine, pour un fonctionnement continu des installations 24h/24, c’est toute une philosophie des usinages titane et inox qui est mise à plat. La santé opérateur en absence de brouillard, la longévité des outils et des machines procèdent d’une même finalité : utiliser au mieux les 8 760 heures disponibles pour réaliser, sans reprise et avec efficience, au moins 80% de la production annuelle de l’entreprise.
Pour appuyer ce choix, Guillaume Derouet fait état d’une bonne expérimentation des huiles de coupe entières base végétale, pour les avoir comparées, et tout particulièrement de la Vascomill 10 qu’il utilise depuis 2005. « Il s’agit d’une huile fluide, idéale pour le décolletage, que j’ai adoptée avec succès en arrosage H.P. sur des centres d’usinage UGV. Elle influence de façon très importante la qualité de la coupe, ce qui se retrouve au niveau de l’état de surface et de la longévité des outils. Les temps morts machine sont réduits au maximum. Pour rester dans la logique d’une production continue avec un minimum d’arrêts de maintenance, le choix des gammes d’usinage est établi en évitant, ou en limitant si possible, certaines opérations sur le titane qui libèrent des micro particules et colmatent les systèmes de filtration ».
| Les opérations de tournage, perçage, filetage, fraisage et la finition sont réalisées sans reprise. |
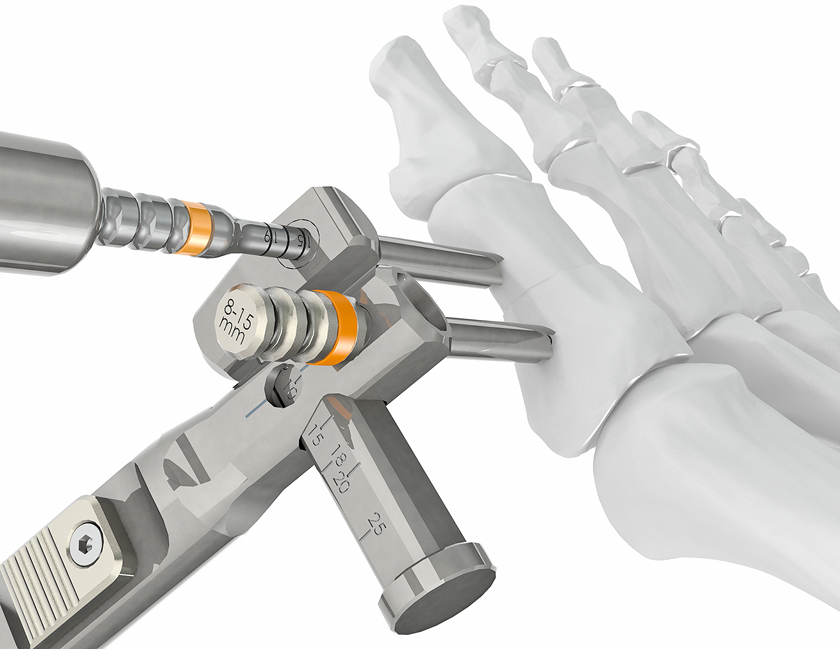
Pose d’implant
L’entreprise se donne les moyens d’organiser en amont sa production de façon à réunir toutes les conditions favorables à une production lissée, dans un environnement préservé. Cela commence par la standardisation des usinages pour différentes pièces et la recherche de la durabilité-fiabilité des process, sans arrêt technologique ou de maintenance des machines, même les changements de série sont réfléchis pour des temps de reconversion optimisés. Toute la création de valeur se joue avant la production du premier copeau.
Loïc Roux, le conseiller Blaser Swisslube qui suit régulièrement son client n’est pas surpris de ce fonctionnement atypique de Neosteo pour la recherche de la qualité au meilleur coût : « une fois que l’on a bien compris le contexte de fabrication de son client, la solution Vascomill 10 ne pouvait que répondre parfaitement à cette attente. Conçue à base d’ester végétal, c’est une huile hautement raffinée. Le film d’huile très résistant et sa polarité assurent une bonne protection de l’arête de coupe. Elle est peu volatile et son degré de fluidité évite une déperdition du produit, ce qui explique le niveau de consommation très bas chez Neosteo ».
Une grille d’appréciation des performances
Les dirigeants de la société ont fait le choix de privilégier la qualité des machines et celle du lubrifiant afin de pouvoir se concentrer sur les variables, spécifiques à chaque pièce, que sont les stratégies d’usinage et les outils correspondants. Évaluée en amont pour son influence positive sur la coupe et la préservation des outils, l’option qualité du lubrifiant est une évidence pour tous les acteurs concernés chez Neosteo. Le rapport coût sur bénéfice leur donne raison au vu des performances enregistrées avec Vascomill 10 par leur mode de production :
• la réalisation continue d’une série de pièces représentant 150 heures d’usinage cumulé sans arrêt machine, ni correction d’outil, ni intervention opérateur,
• des outils dédiés aux usinages courants dont la longévité peut atteindre jusqu’à 5 mois,
• un taux de rebut dans l’atelier proche de 0,5%
• un taux moyen annuel de 20 heures productives par jour et par machine.
Avec un tel bilan, Sylvain Sorin entend poursuivre sa démarche “ d’éco-conception” et d’anticipation pour affiner une organisation de production orientée vers la performance globale en qualité d’usinage, de productivité et de rentabilité. « Neosteo ne peut que continuer dans la voie commerciale et industrielle où elle s’est engagée depuis le début : croiser le développement de nouveaux produits d’ostéosynthèse à l’intelligence d’un savoir-faire en usinage constamment enrichi par une veille technologique », conclut le dirigeant. Indéniablement, l’équilibre trouvé dans ce processus de fabrication met en exergue l’intérêt d’un environnement de qualité avec un lubrifiant adapté. La valeur annuelle créée dans cet atelier est une invitation à voir autrement l’étude de coût d’une pièce.
N° 80 Septembre 2016