
Coup d’accélérateur sur la productivité, la rentabilité et la qualité d’usinage
BLASER SWISSLUBE / Decayeux STI
parMembre du club très fermé des entreprises centenaires, Decayeux STI a marqué l’industrie du Vimeu dédiée à la serrurerie et à la robinetterie, activité historique dont il tire sa spécialisation dans le travail des métaux non ferreux. Fort de 520 salariés en 2015 contre 240 en 2000, ce groupe industriel démontre sa faculté d’innovation et d’adaptation aux évolutions de son marché.
À Saucourt (Somme), les usinages sont répartis dans deux ateliers, l’un spécialement dédié à l’industrie du luxe, l’autre s’adressant à une clientèle diversifiée de donneurs d’ordres pour la production en grandes séries. À la recherche d’objectifs de qualité d’usinage et de gains de productivité, ces deux unités ont privilégié une technologie de lubrifiants à base végétale. Leur choix s‘est porté sur Blaser Swisslube.

Atelier de sous-traitance
Métaux précieux : une huile végétale pour la qualité des travaux délicats
La passion pour leur métier respectif a naturellement conduit à créer une relation d’écoute entre Hubert Smagghe, le conseiller Blaser Swisslube et son client Rodolphe Moulin, responsable méthode usinage de l’atelier Luxe. À la demande des plus grandes marques du luxe à la française, la finesse des travaux et la qualité des mécanismes fournis sont poussées à l’extrême. Laiton, or, argent et autres métaux précieux sont employés pour donner forme à des produits d’exception.
Rodolphe Moulin sait combien il doit être vigilant sur la qualité et réactif sur les délais : « la création de nos clients n’a pas de limite. L’inventivité de nos solutions et la qualité de nos pièces sont les premiers services qu’ils attendent de notre part. Nos objectifs en lubrification d’usinage portent sur la qualité optimale de la coupe. Le rendu de surface doit être impeccable, nous traquons la moindre rayure et encore plus la micro bavure. Certaines de nos pièces telles les fermoirs travaillent au frottement. Elles doivent conserver leur aspect visuel sans se déprécier. L’huile entière Vascomill 22 CSF offre par ses caractéristiques et sa polarité une coupe de très grande qualité. Elle est fluide, claire et lavante. Elle n’attache ni aux pièces… ni aux copeaux. Techniquement nous n’avons aucun problème et cela compte car nos cycles de développement produit n’excèdent pas 3 semaines, avec une fréquence de 6 collections par an. La qualité et la fiabilité de nos usinages sont des atouts pour le succès de notre mission ».
Vascomill 22 CSF est une huile végétale hautement raffinée sans soufre ni chlore. Elle capitalise les développements et le savoir-faire des centres de recherche de Blaser Swisslube. D’essence végétale, elle contribue au développement durable et participe à la préservation des ressources minérales de la planète.

L’huile soluble Blaser Swisslube a permis un gain de 84 500 € sur une série de 225 000 pièces en aluminium matricé
Grandes séries : comment chercher de la rentabilité ?
Dans le hall sous-traitance composé d’une batterie de centres d’usinage et de machines transfert, l’organisation de la production est structurée pour satisfaire la fabrication de pièces mécaniques en séries répétitives. Le positionnement sur appels d’offres est un point d’appui pour orienter Decayeux STI sur des investissements à forte rentabilité. Dans le cas de la fabrication de pièces en aluminium matricées et usinées pour un constructeur de véhicules lourds, c’est un véritable défi qu’elle a ainsi relevé.
Engagé sur une première série de 225 000 unités avec deux centres d’usinage utilisant des montages spécifiques, l’atelier ne peut satisfaire les objectifs économiques attendus lors du chiffrage de la pièce. L’investissement dans une machine spéciale pourrait être envisagé. Comme il s’agit d’une dépense importante, il faut donc au préalable explorer de nouvelles voies d’optimisation de process. Expert en usinage et industrialisation, Sébastien Gelé est chargé d’améliorer les temps d’usinage, notamment les opérations de perçage et de taraudage.
La casse répétée d’outils, le rendu de surface médiocre témoignent des limites du lubrifiant utilisé et soulignent clairement l’impossibilité d’augmenter les vitesses de coupe. Ce constat a été le sujet de discussion entre Hubert Smagghe et Sébastien Gelé, informé des bons résultats de la solution Blaser Swisslube dans l’atelier « luxe ». Ici, la problématique est toute autre. Les matières et process diffèrent. De plus, les objectifs de productivité, de rentabilité et de qualité d’usinage sont revus dans le contexte de la grande série. Les deux interlocuteurs se sont concentrés sur l’objectif de faire progresser la qualité de la coupe, un paramètre qui se visualise aisément en comparant les états de surface obtenus. Dans le cas présent, il faut veiller à conserver un film d’huile constant sur l’arête de coupe, ce que permet l’ester végétal, ainsi que sur sa « molécule polaire ». Celle-ci réduit les phénomènes d’arrachement de matière et d’échauffement qui provoquent les bris d’outils.
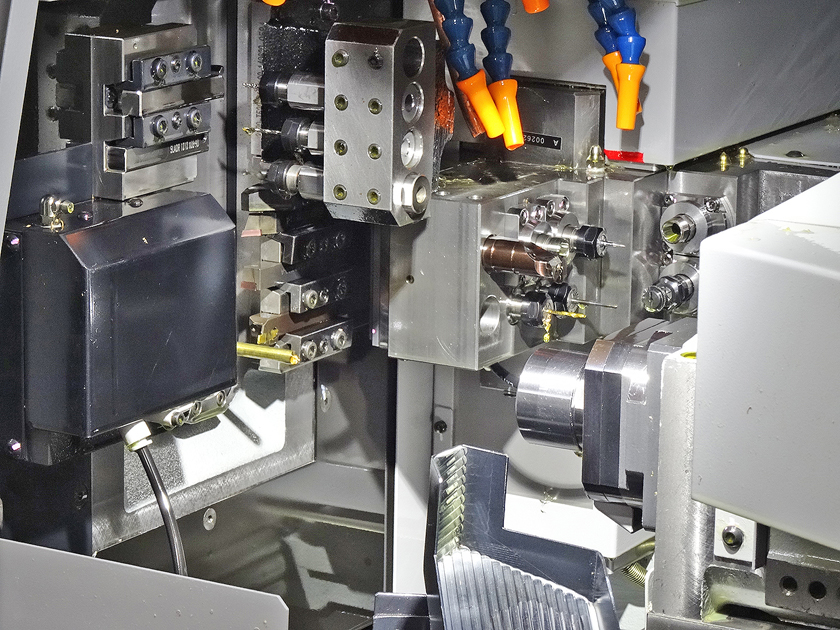
Opérations de décolletage sur métaux non ferreux
L’importance du diagnostic d’usinage
Fort d’une expérience personnelle pour ce type de fabrication, Hubert Smagghe dispose aussi d’une importante base documentaire et de bilans d’essais réalisés chez de nombreux utilisateurs de produits Blaser. Il a pu orienter son client sur une solution de lubrification parfaitement adaptée.
La préconisation de Vasco 5000 et les échanges qui ont suivi ont confirmé le choix du lubrifiant réfrigérant. Ce fluide soluble à base d’ester végétal réunit les qualités de résistance du film d’huile au niveau de l’arête de l’outil et de polarité qui élimine la cause du collage des copeaux. Le changement de lubrifiant sur un premier centre a débloqué la situation. Immédiatement, la qualité d’usinage a radicalement changé, la longévité des outils aussi. La réduction des temps par l’augmentation des vitesses de coupe pouvait alors commencer.

Des travaux d’une grande finesse sont réalisés sur ce centre d’usinage avec l’huile entière Vascomill 22 CSF
La part du lubrifiant vert dans la rentabilité opérationnelle
Afin de quantifier les résultats associés à ce nouveau lubrifiant, Sébastien Gelé a suivi au plus près l’évolution des paramètres outils et vitesses de coupe. Concernant l’opération délicate de taraudage, les vitesses ont progressé de 1 300 tr/min à 1 700 tr, soit un gain de 30%.
A cette vitesse, la longévité des tarauds est fiabilisée sur un lot de 50 000 pièces et le nombre d’outils divisé par 5. L’objectif de gains outils annoncé par Hubert Smagghe s’est confirmé à hauteur de 7 607 € pour un lot de 225 000 pièces. En utilisant des centres d’usinage classiques, Sébastien Gelé a réussi à se rapprocher des temps de cycle estimés pour cette pièce. L’entreprise a économisé près de 750 heures machines, soit une baisse du coût machine valorisée à 77 000 €. Ces bons résultats intéressent les responsables commerciaux et la direction qui programme son investissement dans les meilleures conditions de R.O.I.
Dans l’atelier, le lubrifiant « vert » à base d’ester végétal a séduit. En effet, les opérateurs en apprécient l’odeur et le confort de travail s’est sensiblement amélioré, les machines sont plus propres, les changements de filtres plus espacés. Les gains sur temps de cycles machines et la longévité des outils donnent lieu à de nouveaux référentiels de productivité pour les fabrications en cours et futures. L’atelier est définitivement acquis aux produits de qualité d’origine végétale, solubles tout comme en huile entière. L’entreprise a fait de cette expérience un axe porteur d’innovation pour son avenir.
N° 78 juin 2016