
Maîtriser l’électro-érosion – un atout pour les sous-traitants de l’aéronautique
EDM SERVICE
parL’usinage par électro-érosion est utilisé depuis de nombreuses années déjà pour la réalisation de pièces aéronautiques : pièces de moteur, d’injection de carburant, de train d’atterrissage et autres pièces haute résistance et haute température. Si ce procédé est resté marginal, les solutions proposées aujourd’hui permettent de relever de nombreux défis dans l’aéronautique. Encore faut-il bien comprendre le fonctionnement de ce procédé, afin de bien choisir ses machines ; le détail dans cet article réalisé par les experts d’EDM Service.
› Electrode sur plan EDM SERVICE
La technologie de l’usinage par électro-érosion a beaucoup progressé et les études actuelles réalisées par des constructeurs aéronautiques montrent que ce problème de surface perturbée n’est plus aussi important qu’il ne l’était. Les générateurs des années 60 étaient simples et constitués de circuits à courant continu avec une résistance et un condensateur. Les électrodes étaient en cuivre. Précises mais lentes les machines de cette époque permettaient de réaliser des formes et d’usiner des matériaux impossibles à réaliser autrement. Les années 70 ont ensuite vu arriver les premières machines d’électro-érosion à commande numérique.
L’industrie aéronautique a découvert que l’électro-érosion altérait la surface des pièces érodées. Cette altération était générée par la chaleur du procédé et se caractérisait par une couche dure refondue ou couche blanche, et par une zone recuite thermiquement affectée juste en dessous de la couche blanche. Cette couche blanche est due au recollement de particules de métal fondu sur la surface de la pièce. Les deux zones (blanche et recuite) pouvaient contenir des micro-criques à l’origine de la baisse de résistance à la fatigue de certaines pièces critiques. Pour cette raison, les fabricants de pièces aéronautiques ont développé ou révisé les spécifications liées à l’utilisation de l’électro-érosion sur leurs productions. À cette époque, la couche totale perturbée était de 0,10 à 0,25 mm d’épaisseur. Le standard de l’industrie était de demander l’enlèvement de 1,5 fois l’épaisseur par des moyens complémentaires, ce qui augmentait le délai et le coût de réalisation des pièces. L’industrie aéronautique avait un grand besoin d’électro-érosion pour usiner les formes complexes dans des matériaux difficiles, avec des tolérances serrées, mais il fallait « jouer » avec les dangers dus à la couche perturbée.
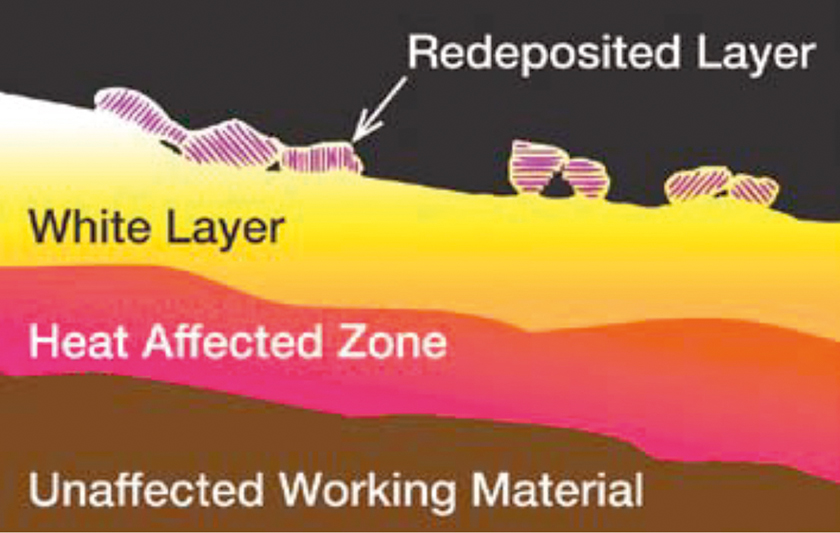
› L’altération est générée par la chaleur du procédé et caractérisée par une couche dure refondue ou couche blanche
Au cours des années 80 et 90, les générateurs se sont affinés. L’utilisation de circuits électroniques perfectionnés a permis de filtrer les parasites, de contrôler l’étincelle et d’ajuster le gap, tout cela en continu afin de stabiliser et de rendre le procédé plus sûr et plus prédictible. Ces nouveaux générateurs, combinés à l’utilisation de graphite haut de gamme, de fils revêtus, et de diélectriques synthétiques, ont contribué à une électro-érosion de qualité avec moins de couche perturbée et de micro-criques. Malgré ces progrès, l’industrie aéronautique a continué d’appliquer les protocoles basés sur une technologie des années 70.
Aujourd’hui, des essais poussés ont montré que certaines machines d’électro-érosion ne provoquaient plus de zone recuite mesurable et généraient une couche blanche de moins de 0,01mm. Les micro-criques sont quasi inexistantes et les états de surface peuvent descendre à 0,5µ Rz. Le diamètre des fils peut descendre à 0,03 mm et le diamètre de perçage à 15µ. Pour l’usinage par électro-érosion par enfonçage, avec les machines de dernière génération, on recommandera d’utiliser des graphites ultra fins comme le graphite POCO EDM3 ou EDM4. Les caractéristiques de ces graphites permettent l’utilisation de régime d’usinage avec des temps d’impulsion (temps d’étincelle T1 ou Ti) très bas afin d’obtenir de bons états de surface avec de petits gaps. Les graphites cuivrés sont aussi intéressants car la conductivité électrique très élevée de ces graphites garantit le bon passage du courant vers la zone à usiner avec des régimes de faible ampérage.
› Pour l’usinage par électroérosion enfonçage, il est recommandé d’utiliser des graphites ultrafins comme le graphite Poco EDM3 ou EDM4
L’énergie de l’étincelle et le voltage
L’énergie de l’étincelle est déterminée par le voltage, l’ampérage et le temps d’impulsion. Ces trois paramètres affectent l’intégrité de la surface érodée et peuvent être ajustés en fonction de ce que l’on veut obtenir. L’ajustement de ces trois paramètres joue aussi sur la performance générale de l’usinage en termes d’enlèvement de matière et d’usure d’électrode.
Avant que le courant ne passe de l’électrode à la pièce, le voltage gap ouvert augmente jusqu’à ce que la colonne ionisée générée dans le diélectrique soit formée. À partir du moment où le courant commence à passer, le voltage baisse jusqu’à se stabiliser à la valeur du voltage gap de travail. C’est la valeur qui détermine la distance entre le sommet de la pièce et le point le plus proche de l’électrode. Cette valeur est choisie par l’opérateur ou par les régimes d’usinage de la machine. Un voltage gap de travail élevé augmente le gap, ce qui améliore l’évacuation des particules et stabilise l’usinage. Un voltage gap de travail faible compresse le gap et augmente en général le niveau d’enlèvement de matière. Dans ce cas l’énergie de l’étincelle est concentrée sur une distance plus faible entre l’électrode et la pièce, ce qui augmente la vitesse d’érosion, ainsi que l’épaisseur de la couche perturbée.
 L’ampérage et le temps d’impulsion Ti
L’ampérage et le temps d’impulsion Ti
On parle en général de l’ampérage moyen durant la totalité d’un cycle d’étincelage. Mais en ce qui concerne l’intégrité de la surface, l’ampérage à considérer est le courant de pointe = le courant maximum délivré par le générateur pour le régime choisi. Avec un temps d’impulsion Ti de 50µs et un temps de pose To de 50µs, soit un rendement de 50%, un courant de pointe de 20 ampères sera mesuré à 10 ampères. Les temps d’impulsion et de pose n’interviennent pas dans la valeur du courant de pointe. L’ampérage de pointe sera donc de 20 ampères quelles que soient les valeurs de Ti et To. L’augmentation de l’épaisseur de la couche perturbée est directement liée à la valeur du courant de pointe.
Le temps d’impulsion Ti représente la durée du segment durant laquelle le courant de pointe passe sous forme d’étincelle, de l’électrode à la pièce. Ce temps est connu pour influencer fortement l’état de surface érodé. Un temps long donnera un état de surface grossier et, à l’inverse, un temps d’impulsion court donnera un état de surface plus fin. Quelles que soient les valeurs de voltage et d’ampérage, c’est le temps d’impulsion Ti qui équivaut au temps de travail pendant lequel la matière est enlevée. C’est pendant ce laps de temps que le courant déterminé par l’ampérage et le voltage passe sous forme d’étincelle. Ces deux paramètres n’ont donc un effet sur le procédé d’électro-érosion qu’au travers de la valeur du temps d’impulsion. Pour la même raison qu’un temps d’impulsion long augmente l’état de surface, celui-ci augmente aussi l’épaisseur de la couche perturbée car, en augmentant la chaleur engendrée dans la cavité, la couche de matière présente sous la partie de matière enlevée par l’étincelle sera aussi thermiquement touchée.
Déterminer la couche perturbée
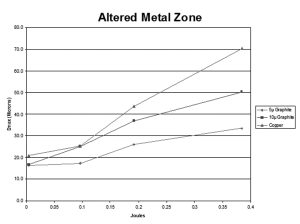
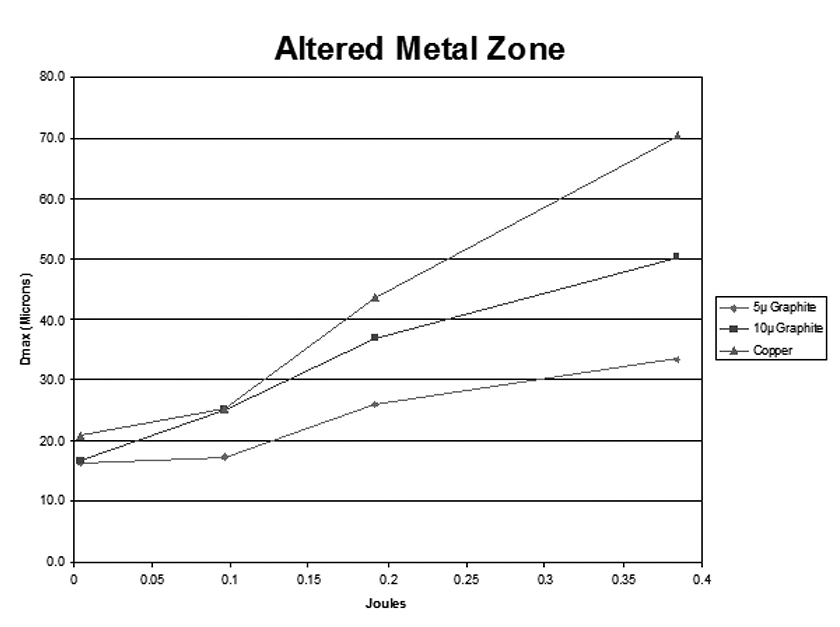
La plupart des machines d’aujourd’hui sont livrées avec des technologies tenant compte de la couche perturbée. Celles-ci intègrent la surépaisseur à laisser à chaque régime pour que le régime suivant puisse tenir la cote finale tout en ayant enlevé la couche perturbée due au régime précédent. Néanmoins, les opérateurs ont la possibilité de calculer la couche perturbée en fonction de l’énergie produite par le régime de la machine qui, comme décrit précédemment, est fonction du voltage, de l’ampérage et du temps d’impulsion. La formule de calcul de l’énergie est la suivante : E=VxAxTiµs=Joules (E=Energie, A=Ampère, Tiµs=Temps d’impulsion en µseconde). Pour 80V x 20A x 0.0002 = 0.321 Joules en suivant les courbes du graphique Figure 4, on constate que la couche perturbée serait d’environ 30µ avec un graphite de grain de 5µ alors que la couche perturbée avec le même régime mais avec une électrode en cuivre serait de 60µ pour des raisons de conductivité électrique.
Comprendre les paramètres qui influencent la couche perturbée permet de mieux choisir les régimes et les matériaux d’électrode à utiliser en fonction des impératifs de qualité, de délai et en fonction des matières à éroder. Les courbes de réglage fournies par POCO graphite contiennent les informations de voltage, d’ampérage et de temps d’impulsion. Elles sont la base d’un bon réglage quelle que soit la machine utilisée.
EQUIP’PROD • N° 110 mai 2019